
 Abonnements
Abonnements
Beschichtungen für kleine und kleinste Werkzeuge
Bei der Miniaturisierung noch von einem Trend zu sprechen, würde ihrem Stellenwert nicht gerecht werden. Die hochpräzise Bearbeitung kleinster Bauteile mit nur wenigen Millimeter oder gar Zehntelmillimeter dünnen Werkzeugen ist mehr denn je Schlüssel zu Innovationen zum Beispiel in der Elektronik oder Medizintechnik. Ultradünne und extrem glatte HiPIMS-Beschichtungen bringen hier die entscheidenden Vorteile – gerade auch in harten und schwer zerspanbaren Werkstoffen.
In Arbeitsbereichen von 2 bis hin zu 0,1 mm, die gemeinhin das Spektrum der Mikrozerspanung kennzeichnen, kommt es auf höchste Präzision an. Um das Werkstück in solchen Dimensionen prozesssicher und wirtschaftlich bearbeiten zu können, sind nicht nur hochpräzise Werkzeuge mit speziellen Geometrien gefragt, sondern auch effiziente Beschichtungslösungen. Eine genaue Abstimmung zwischen Geometrie, Werkstoff und Beschichtung ist dabei enorm wichtig. Mit CemeCon haben Werkzeughersteller dafür den perfekten Partner an ihrer Seite.
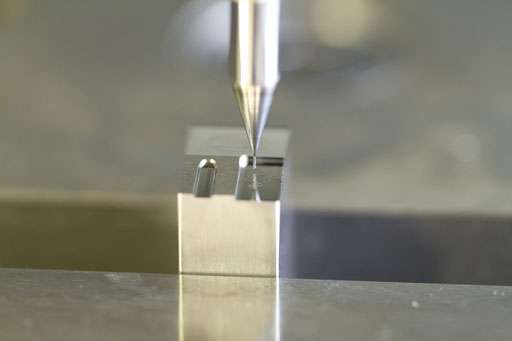
Die hochpräzise Bearbeitung kleinster Bauteile verlangt abgestimmte Mikrowerkzeuge. Ultradünne und extrem glatte HiPIMS-Beschichtungen sorgen bei den Anwendern für die entscheidenden Vorteile – gerade auch beim Zerspanen von sehr harten Werkstoffen. (Bild: CemeCon)
So glatt wie keine andere
«Mit unserer Premium-Engineeringdienstleistung steht das Werkzeug in seiner kundenspezifischen Form und Funktion im Mittelpunkt: Von der Auswahl der Präparation, des Beschichtungsverfahrens, der Schichtspezifikation mit Schichtwerkstoff, Schichtdicke und Toleranz bis hin zum Finish entsteht so eine werkzeugspezifische und somit kundenindividuelle Premiumbeschichtung. Bei neuen Geometrien, innovativen Werkzeugkonzepten und besonderen Anwendungen – also wie zum Bespiel bei Werkzeugen für die Mikrozerspanung – geht der Weg immer mehr zu eben dieser vollständig engineerten Premiumbeschichtung. Dies geht bis hin zum Projektieren einer Beschichtungslösung durch unsere Experten in enger Zusammenarbeit mit dem Werkzeughersteller, die genau auf die Werkzeug- und Anwendungsanforderungen zugeschnitten ist», beschreibt Manfred Weigand, Produktmanager Round Tools bei CemeCon, wie aus den zahlreichen Optionen eine Premiumbeschichtung entsteht.
Gerade wenn jedes Mikron über den Erfolg oder Misserfolg eines Mikrowerkzeuges entscheidet, müssen sich Werkzeughersteller auf die Leistungsfähigkeit der Beschichtungen verlassen können. Eine kompromisslose Glätte ist da absolute Bedingung. «Das HiPIMS-Verfahren ist dabei der Schlüssel zum Erfolg. Denn Beschichtungsfehler wie Droplets können mit der einzigartigen Technologie prozessbedingt erst gar nicht aufkommen. So entstehen extrem glatte Beschichtungslösungen, die auch den geringen Toleranzen der Miniaturfertigung gerecht werden», stellt Manfred Weigand fest.
Im Einsatz auf Zerspanungswerkzeugen verringern solche makellos glatten Oberflächen sowohl Reibung als auch Aufbauschneiden, gleichzeitig verkürzt sich die Kontaktzeit zwischen Span und Werkzeug. So wird die Hitze mit dem Span abgeführt, der Oxidationsverschleiss fällt deutlich niedriger aus. Das Resultat ist eine lange Lebensdauer – auch bei der Trocken- und/oder HSC-Bearbeitung.
Die Liste der positiven Eigenschaften ist lang
Und nicht nur dank der extrem glatten Oberflächen eignen sich die HiPIMS-Beschichtungen hervorragend für den Einsatz auf Mikrowerkzeugen. Dazu bemerkt Manfred Weigand: «Sie vereinen aussergewöhnlich viele positive Eigenschaften in sich: HiPIMS Beschichtungen sind – wie zuvor beschrieben – extrem glatt und zudem unvergleichlich haftfest, hart und gleichzeitig zäh. Sie haben eine feinkörnige, sehr dichte Morphologie, eine niedrigere Eigenspannung und eine hohe thermische Stabilität – und wirken so effektiv dem Abrasionsverschleiss entgegen. Diese Kombination schafft kein anderes Beschichtungsverfahren.»
Ein weiteres Plus in der Mikrobearbeitung sind geringe Schichtdicken: Ultradünne Beschichtungen um die 1µm haben (fast) keinen Einfluss auf die filigrane Geometrie der Werkzeuge. Dank des HiPIMS-Verfahrens werden die Schneidkanten weder beeinflusst noch ungewollt verrundet. Zudem ermöglicht HiPIMS ein homogenes Schichtwachstum auf komplexen Werkzeuggeometrien rund um die Schneidkante. Dies sorgt für eine homogene Schichtdickenverteilung in sehr engen Toleranzen, die bei der Mikrozerspanung gefordert sind.
Schichtwerkstoff für anspruchsvolle Anwendungen
Gerade in der Miniaturfertigung sind Verschleissfestigkeit und Temperaturbeständigkeit der Werkzeuge entscheidende Faktoren für die Wirtschaftlichkeit der Produktion. Dies gilt besonders, wenn sehr harte Wrkstoffe wie zum Beispiel Chrom-Kobalt-Legierungen in der Medizintechnik zerspant werden müssen. «Die verwendeten Legierungen sind zugleich hart und sehr zäh und haben eine geringe Wärmeleitfähigkeit. Dies verursacht hohe Temperaturen an der Schneide beim Zerspanen. Zudem ist bei der Herstellung von Implantaten die erreichte Oberflächengüte entscheidend. Hier müssen unbedingt Unebenheiten vermieden werden, in denen sich Partikel und Bakterien sammeln können», beschreibt Manfred Weigand die Herausforderungen bei der Zerspanung. Da Chrom-Kobalt-Legierungen korrosions- und säurebeständig sind, eignen sie sich auch hervorragend für den Einsatz im Mundraum. Für die Fertigung von Kronen, Brücken oder Inlays werden sehr filigrane Werkzeuge eingesetzt. Dies erhöht die Anforderungen zusätzlich.
«Die Zusammensetzung des Schichtwerkstoffes hat einen grossen Einfluss im Zerspanungsprozess. Unser HiPIMS-Schichtwerkstoff InoxaCon bringt Werkzeugherstellern entscheidende Vorteile etwa bei der Bearbeitung von Chrom-Kobalt-Legierungen und öffnet ihnen den Weg in den medizinischen Sektor», bemerkt Manfred Weigand. Die glatte Oberfläche von «InoxaCon» vermindert die Reibung bei der Zerspanung. Die sehr guten Schichteigenschaften ermöglichen den Einsatz unter härtesten Bedingungen mit geringen Schichtdicken zum Beispiel von 1,5 µm. Deswegen bleiben die Schneidkanten so scharf, dass sich der Vorschub und die Schnittgeschwindigkeit für minimale Schnittkräfte wählen lassen. Dieser HiPIMS-Schichtwerkstoff verhindert Kaltverfestigungen und sorgt für Prozessstabilität – auch da er das Werkzeug dank seiner hohen Temperaturstabilität optimal vor Hitze im Zerspanungsprozess schützt.
Zusammenfassend stellt Manfred Weigand fest: «Angepasste Werkzeuge mit einer Beschichtung auf der Basis einer InoxaCon-Schichtspezifikationen erzeugen beim Fräsen ausgezeichnete Oberflächen. Damit entfallen die sonst oftmals üblichen, aufwändigen Polierarbeiten an den Implantaten aus Chrom-Kobalt-Legierungen. Dies verkürzt die Prozesszeiten enorm und sorgt für eine effizientere automatisierte Fertigung.»
Das Unternehmen in Kürze
Die CemeCon AG ist Weltmarktführer in der Diamantbeschichtung und Technologieführer in der HiPIMS-Beschichtung von Präzisions-Zerspanungswerkzeugen. Die für Premiumbeschichtungen erforderlichen Schichtwerkstoffe werden in den vom Unternehmen entwickelten Beschichtungsanlagen hergestellt. Kunden nehmen die Kompetenzen sowohl im Beschichtungsservice als auch im Anlagenbau in Anspruch. Weltweit nutzen namhafte Werkzeughersteller die Technologie und das Expertenwissen von CemeCon für ihren eigenen Wettbewerbsvorsprung und zur Erschliessung neuer Geschäftsfelder.
Das Unternehmen hat die Zukunftstechnologie HiPIMS zur Marktreife gebracht. Sie vereint die Vorteile aller gängigen PVD-Beschichtungsverfahren – und dies mit hoher Wirtschaftlichkeit. Mit HiPIMS sind höchste Leistungsfähigkeit und eine signifikant längere Lebensdauer der Werkzeuge auch bei der Bearbeitung extrem schwer zu zerspanenden Materialien möglich. Eine maximale Produktivität in der Zerspanung von innovativen Werkstoffen – wie faserverstärkte Kunststoffe, Keramiken oder Graphite – garantiert die patentierte Multilayer-Technologie in der Diamantbeschichtung.
Die CemeCon AG wurde 1986 von Dr. Toni Leyendecker gegründet und ist über drei Jahrzehnte beständig expandiert. Am Stammsitz in Würselen betreibt das Unternehmen das weltweit grösste Beschichtungszentrum für Zerspanungswerkzeuge. Von dort und den Zentren in den USA, China und Japan aus sowie durch die Vertriebspartner in Tschechien, Dänemark, Taiwan, Korea, Indien und Russland werden alle wichtigen internationalen Märkte bedient.




