
 Abonnements
Abonnements
07 Dezember 2015 |
La Revue POLYTECHNIQUE 10/2015 |
Werkzeugmaschinen
Décolletage convertible à poupée fixe et mobile
Edouard Huguelet
La série de tours automatique TNL32 de Traub à poupée fixe et mobile, comporte désormais un modèle doté d’un axe B supplémentaire, en plus des sept axes linéaires, ce qui lui ouvre un vaste champ d’application.
Les tours automatiques de la série TNL32 de Traub sont essentiellement caractérisés par leur construction modulaire, notamment au niveau de la conception de leurs équipements. Ces machines comportent respectivement sept axes linéaires et un axe B ou neuf axes linéaires. De la sorte, elles peuvent être structurées pour correspondre de façon optimale aux conditions d’utilisation.




|
Le tour automatique de décolletage Traub TNL32-7B.
|
Un axe rotatif complémentaire
Mais revenons à la version 32-7B. Il s’agit d’une machine à passage de barre en broche de 32 mm, qui incorpore désormais, outre ses sept axes linéaires et son axe de broche C, un axe rotatif B complémentaire. Il s’agit du modèle appelé TNL32-7B. Cet axe rotatif est incorporé à l’unité d’usinage supérieure. Il est doté d’un champ de rotation de 100° entièrement programmable, avec une résolution de 0,001°. De la sorte cette machine convient à la réalisation de pièces particulièrement complexes.
Les temps de mise en train sont fortement réduits, car grâce à l’axe B, il n’est plus nécessaire d’adapter et régler des porte-outils angulaires ou à renvoi d’angle. Des opérations combinées sont donc réalisables dans n’importe quelle position angulaire, ce qui permet de réaliser des pièces complexes sans restriction.

|
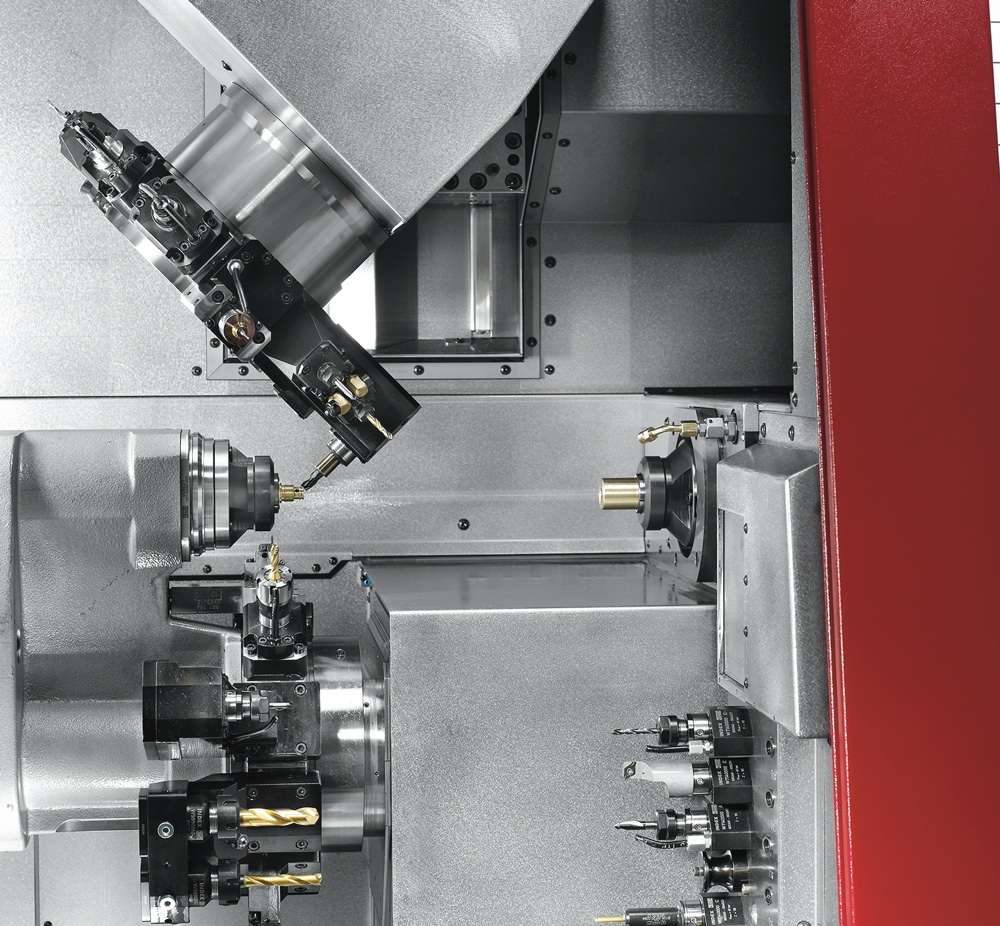
Broche principale, tourelle supérieure avec axe B pivoté, console de reprise et contre-broche avec tourelle inférieure intégrée.
|
Poupée fixe ou mobile
L’originalité marquante consiste au passage du mode de fonctionnement à poupée fixe en mode de fonctionnement à poupée mobile. En effet, pour certaines catégories de pièces, l’usinage avec une machine à poupée fixe est plus rationnel qu’avec une solution à poupée mobile et vice versa. Ainsi, sur une seule et même machine, il est possible par exemple de décolleter des pièces courtes en mode de fonctionnement à poupée fixe et des pièces longues (courses Z1 jusqu’à 305 mm) en mode de fonctionnement à poupée mobile. Quelques simples manipulations suffisent pour transformer le mode de fonctionnement de la machine.

|
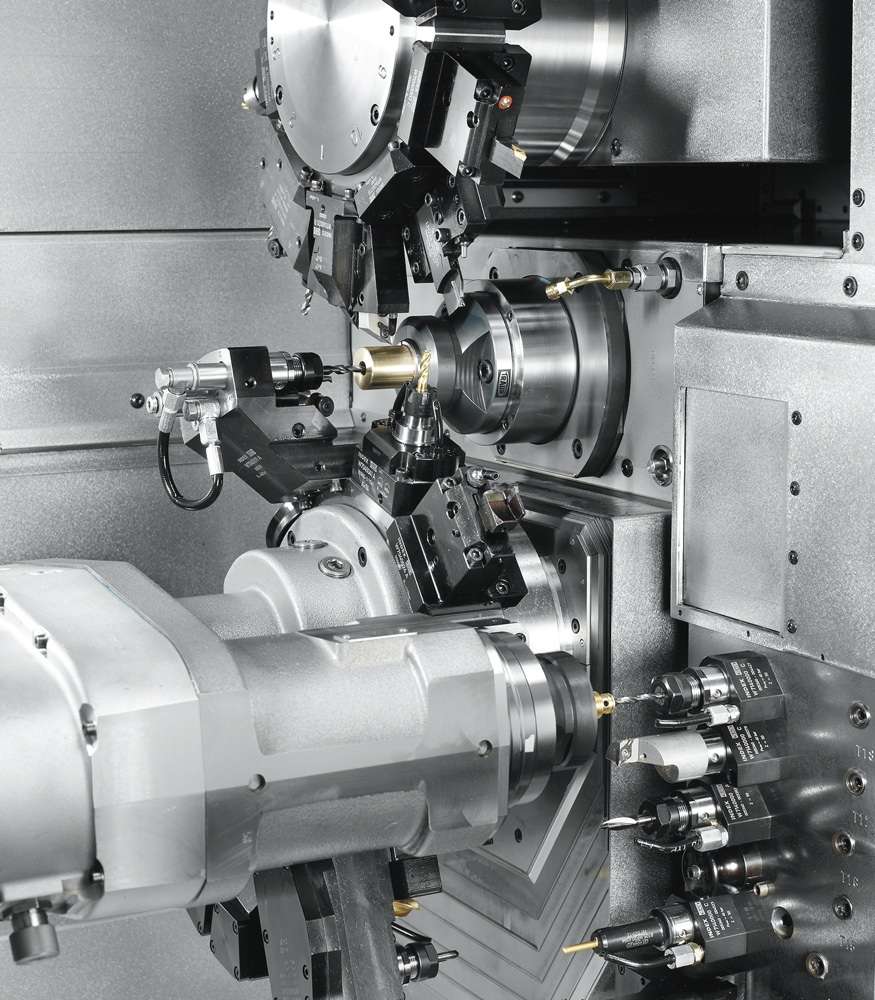
Exemple d’usinage avec l’axe B: fraisage avec la contre-broche.
|
Temps d’indexage copeau à copeau: 0,3 seconde
La cellule d’usinage est bien dégagée. La machine est munie d’une tourelle supérieure comportant dix postes d’outils fixes ou rotatifs, qui peut être indexée sur n’importe quelle position sans verrouillage mécanique, grâce à une boîte de vitesses cycloïdale, ce qui assure un temps d’indexage copeau à copeau de seulement 0,3 seconde.
Et puis, la machine comporte un dispositif ingénieux (breveté), appelé «Dual Drive» qui intègre deux entraînements séparés pour une tourelle: alors qu’un outil est encore en prise, celui prévu pour l’opération suivante est amené à la vitesse programmée pour être immédiatement engagé avec la bonne vitesse de rotation lors de la séquence successive, ces opérations se déroulant donc en temps masqué, par suppression du temps mort imputable à l’accélération de l’outil en rotation.

|
Usinage simultané avec trois outils.
|
Un système de porte-outils rigide à porte-à-faux réduit
Pratiquement tous les porte-outils sont compatibles avec ceux de la gamme TNL18, seuls les pignons d’entraînement des porte-outils rotatifs étant à changer au besoin. Le dispositif de fixation Traub original (à queue compacte) s’adapte d’ailleurs aux deux modèles. Leur porte-à-faux réduit et leur rigidité sont garants d’une bonne reproductivité en termes de précision d’usinage et d’une qualité de surface optimale sur la pièce usinée. Au niveau de la préparation, un système de fixation astucieux permet d’échanger rapidement les outils sans devoir les extraire de leurs porte-outils. Les broches des outils entraînés, particulièrement rigides, sont dotées de roulements à rouleaux largement dimensionnés.

|
Quelques pièces usinées.
|
Interpolation tridimensionnelle intégrale
La productivité est accrue par la possibilité d’usinage avec engagement simultané de plusieurs outils, trois en l’occurrence. Le déplacement de l’axe Y peut être également obtenu par interpolation des axes X, C et H. De la sorte, les contours de fraisage peuvent être programmée de façon habituelle par interpolation des trois axes linéaires X, Y et Z, et ceci même pour des perçages excentrés par rapport à l’axe de la pièce usinée.
Une contre-broche pivotante est montée sur le chariot à axes croisés X, Y et Z, sur lequel est fixée la tourelle inférieure, comportant huit postes d’outils dont trois rotatifs, avec possibilité d’arrosage par le centre de l’outil pour quatre outils et gestion programmée de débit de lubrifiant sur ces quatre stations d’outillage. Le chariot est caractérisé par des courses longues, ce qui autorise une reprise selon les trois axes.
En option, la machine peut être dotée d’une contre-broche autonome, qui est montée sur un chariot à axes croisés X/Z, ce qui permet d’évacuer des pièces d’une longueur maximale de 1000 mm et d’un diamètre maximal de 30 mm par le centre de la contre-broche.
Une commande CNC adaptée
Les machines sont pilotées par des commandes CNC Traub TX8i basées sur une commande CNC de Fanuc. Le logiciel de conduite de la machine est entièrement développé par Traub, comme c’est d’ailleurs le cas pour toutes les autres réalisations de ce constructeur. Cette CNC est en outre compatible avec les versions antérieures.
La commande, qu’il s’agisse de programmation ou d’optimisation, est essentiellement documentée en mode dialogue, pour éviter tout risque d’erreur d’interprétation et réduire les temps de mise en train lors des changements de production. Une attention toute spéciale est consacrée à l’usure et aux bris d’outils. La commande et la machine étant d’une seule et même source, l’assistance et le service après-vente sont performants.
Traub en Suisse:
Springmann SA
2008 Neuchâtel
Tél.: 032 729 11 22
www.springmann.com




