
 Abonnements
Abonnements
10 Februar 2014 |
Oberflächen POLYSURFACES 06/2013 |
Dünnschichttechnik
Moderne Beschichtungslösungen für die Zerspanung
Annette Norin und Georg Erkens
Dans le travail des métaux, les utilisateurs bénéficient des grands avantages des solutions de traitements de surfaces, tels que les revêtements PVD ou l’amélioration de l’outillage. L’optimisation des outils et de leur utilisation est une tâche complexe. Les couches standard peuvent apporter de l’aide, mais d’impressionnants résultats ne peuvent être obtenus que lorsque tous les facteurs sont ajustés, de la matière première jusqu’au traitement ultérieur.
Die mechanische Metallbearbeitung durch Zerspanen ist ein Prozess, an den immer höhere Anforderungen hinsichtlich Produktivität und Bearbeitungsgeschwindigkeit gestellt werden. Die beim Prozess entstehende Reibung und der Verschleiss an Bauteilen und Werkzeugen sind wesentliche Verlustfaktoren. Gemäss der Gesellschaft für Tribologie entsteht in Industrieländern jährlich ein Verlust von etwa 5% des Bruttosozialproduktes nur durch die Auswirkungen von Reibung und Verschleiss.



Werkzeugbeschichtungen wirken diesen Mechanismen entgegen und sind daher heute unverzichtbar in der Metallbearbeitung. Als Anbieter von innovativen Oberflächentechnologien entwickelt der Dünnfilmbereich von Sulzer Metco seit Jahren massgeschneiderte Systemlösungen, um Werkzeuge widerstandsfähiger, produktiver und langlebiger zu machen. Das Besondere an Sulzers ganzheitlicher Herangehensweise ist die Betrachtung und Abstimmung aller Einflussfaktoren. Ausgehend von den anwendungsspezifischen Anforderungen, findet man so die bestmögliche Kombination von:
- Vor- und Nachbehandlung der Werkzeugoberfläche
- Beschichtungsmaterial
- Schichtarchitektur
- Anlagentechnik, mit der die Beschichtung aufgetragen wird
| Bei der Zerspanung kommt es auf das Zusammenspiel aller Parameter von Werkzeug, Beschichtung und Werkstoff an. |
Gezielt abgestimmte Vor- und Nachbehandlungen
Die Werkzeugschneide ist im modernen Zerspanungsprozess hohen Drücken (>2 GPa), hohen Temperaturen sowie Temperaturwechselbeanspruchungen ausgesetzt. Daher muss auch die Vor- und Nachbehandlung – ebenso wie die Beschichtung – an die Anwendung angepasst werden.
Es existieren verschiedene Vorbehandlungsmethoden, die Werkzeuge auf eine anschliessende Beschichtung vorbereiten und gleichzeitig die Schichthaftung signifikant verbessern. Zusammen mit der Beschichtung führt eine Präparation der Werkzeugschneidkante zu erhöhten Schnitt- und Vorschubgeschwindigkeiten und längeren Standzeiten. Auch die Nachbehandlungen (Kantenbearbeitung, Oberflächenbehandlung und -strukturierung) spielen eine entscheidende Rolle, insbesondere bei der Vermeidung von Anfangsverschleiss, zum Beispiel durch Aufbauschneidenbildung (Festkleben von Werkstückmaterial am Schneidwerkzeug).
Zahlreiche Tests haben gezeigt, wie gross der Einfluss der Vor- und Nachbehandlung von Werkzeugen auf die Produktivität ist. So lassen sich beispielsweise bei Verzahnungswerkzeugen durch gezielte Präparationen Leistungssteigerungen von mehr als 100% erzielen.
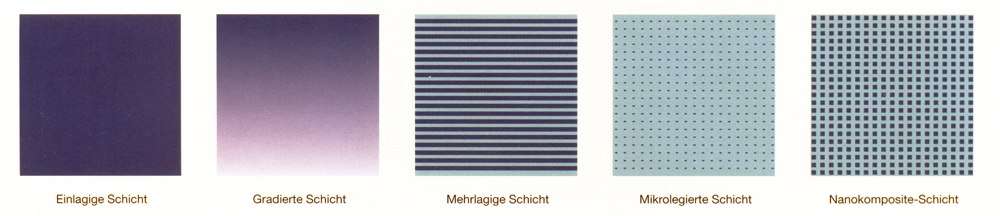
Bild 1: Durch eine unterschiedliche Verteilung der Elemente innerhalb der Schicht lassen sich gezielt funktionelle Schichteigenschaften einstellen, zum Beispiel die Schichthärte, die Phasenstabilität und die tribologischen Eigenschaften.
Beschichtungen für anspruchsvolle Einsatzbedingungen
Die Anforderungen, die an eine Beschichtung gestellt werden, sind vielseitig. Da in der Zerspanung an der Schneide hohe Temperaturen entstehen, kommt es besonders auf einen hohen Widerstand gegen thermischen Verschleiss an. Von modernen Schichten werden folgende Eigenschaften erwartet:
- Beste Hochtemperatureigenschaften
- Oxidationsbeständigkeit
- Grosse Härte auch bei hohen Einsatztemperaturen
- Mikroduktilität (Formbarkeit) durch ein nanostrukturiertes Schichtdesign (Bild 1)
Bei Hochleistungswerkzeugen sind eine optimale Haftung der Schicht sowie ein gut angepasstes Eigenspannungsniveau entscheidend. Dabei kommt es vor allem auf die Interaktion zwischen Grundmaterial und aufgebrachter Schicht an. Das Schichtmaterial sollte eine möglichst geringe Affinität zum bearbeiteten Werkstoff haben. Dadurch kann – bei geeigneter Schneidgeometrie sowie einer Glättung oder Politur der Schicht – die Adhäsionsneigung signifikant reduziert werden.
| Bild 2: Die Beschichtungsanlage «Metaplas.Domino» verfügt über das hocheffiziente, patentierte Plasmareinigungsverfahren AEGD (Arc-Enhanced Glow Discharge). Dieser zusätzliche Reinigungsschritt verbessert die Haftung der Beschichtung auf dem Substrat deutlich. |
Massgeschneiderte Schichten
In der Zerspanung werden häufig auf Aluminium basierende Schichten eingesetzt, wie zum Beispiel AlTiN (Titanaluminiumnitrid). Bei diesen auf Aluminium basierenden Schichten bildet sich durch die hohe Temperatur während der Zerspanung eine dünne, aber dichte Aluminiumoxidschicht, die sich ständig selbst erneuert und die darunterliegende Schicht und das Grundmaterial vor oxidativem Zerfall schützt. Die erforderliche Härte und Oxidationsbeständigkeit können durch Variation des Aluminiumgehalts und der Schichtmorphologie eingestellt werden. Die Oxidationsbeständigkeit verbessert sich beispielsweise durch einen erhöhten Aluminiumgehalt, eine Nanostrukturierung oder durch Mikrolegieren (das heisst Legieren mit niedrigprozentigen Elementanteilen).
Neben der chemischen Materialzusammensetzung kann die Schichtarchitektur die Eigenschaften einer Beschichtung maßgeblich verändern. Je nachdem, wie die Elemente in der Mikrostruktur einer Schicht verteilt sind (Bild 1), ergeben sich unterschiedliche Werkzeugeigenschaften. Heute lassen sich mehrere Einzelschichten unterschiedlicher chemischer Zusammensetzung miteinander kombinieren und so massgeschneiderte Eigenschaften erzielen. Dieser Trend wird sich in Zukunft noch verstärken, insbesondere durch neue Anlagen- und Verfahrenstechnik wie die HI3-Technologie.
|
Was ist «M.Power»?
Die PVD-Beschichtung «M.Power» von Sulzer hat eine innovative mikrolegierte Schichtstruktur und eignet sich besonders für Werkzeuge zur Hochleistungszerspanung. Die Schicht verfügt über folgende Spezifikationen:

Mehr Informationen: www.sulzer.com/MPowerSchicht
|
Anlagentechnik für die Zukunft
Die HI3-Technologie ist ein von Sulzer entwickeltes Verfahren, das drei hochionisierte Prozesse miteinander verbindet:
- AEGD (Arc-Enhanced Glow Discharge): Plasmaätzprozess für gute Schichthaftung (kann auch zur Vorionisation von Reaktivgasen während des Beschichtens eingesetzt werden)
- HIPAC (High Ionization Plasma Assisted Coating): Hochionisierter Sputterprozess
- APA-Arc (Advanced Plasma Assisted Arc): Hochionisierter Arc-Prozess
Die Kombination von Hochionisations-Sputter- und Arc-Prozessen ermöglicht Schichtarchitekturen, die zuvor nicht realisierbar waren. Bisher konnten zahlreiche Legierungen mit dem Arc-Prozess allein nur bedingt abgeschieden werden. Die Kombination mit dem HIPAC-Prozess bringt insofern Vorteile, als dieses Verfahren ein wesentlich grösseres Spektrum an Werkstoffen, wie etwa SiB (Silizium-Bor) und B4C (Borcarbid) und andere, verdampfen kann und sich auf diese Weise völlig neue Anwendungsfelder erschliessen lassen. Sulzer bietet mit der «Metaplas.Domino»-Serie modulare Beschichtungsanlagen an, mit denen die HI3-Technologie um gesetzt werden kann (Bild 2).
Erste Schichtentwicklungen auf HI3-Basis zeigen überragende Ergebnisse in der Titanzerspanung, bei der Bearbeitung von Edelstählen und bei Gewindewerkzeugen. Beispiele sind neue, auf SiBX-basierende Schichten mit erhöhter Oxidationsstabilität sowie auf VXN-basierende (Vanadium-Stickstoff) Schichten mit verbesserten Reibungskoeffizienten bei hohen Temperaturen.
Leistungsstarke Schichten
Die auf Titansilizium (TiSi) basierenden «M.Power»-Schichten (Bild 3) liefern als Allrounder hervorragende Ergebnisse. Sie sind für sehr harte Stähle (bis zu 65 HRC Rockwell-Kernhärte) mit einem variablen Karbidanteil und für mittelharte Stähle (40 HRC Rockwell-Kernhärte) einsetzbar. Um den unterschiedlichsten Anwendungsbereichen gerecht zu werden, wird das Schichtdesign entsprechend angepasst. Somit sind die Oberflächen für die Bearbeitung von hoch- und niedriglegierten Stählen bis hin zu gehärteten Werkstoffen und Titan gerüstet.
Mit «M.Power» beschichtete Kopierfräser zeigten in Kurz- und Langzeittests aufgrund eines reduzierten Schneidkantenverschleisses und einer gesteigerten Oberflächengüte nahezu verdoppelte Standzeiten. Weitere durchgeführte Tests in der Zerspanungsoperation «Feinstschlichten» (an ebenen Werkstücken mit einer Rockwell-Härte von 44 HRC) verdeutlichten, dass mit «M.Power» beschichtete Werkzeuge eine fast dreimal so hohe Standzeit und zehnfach geringere Rauheitswerte erzielten (Kastentext). Die nachfolgende Politur der Oberfläche konnte auf ein Minimum beschränkt werden. Dies sind nur einige Beispiele von namhaften Werkzeug- und Automobilherstellern, die bereits auf diese Schicht vertrauen. Die «M.Power»-Familie unterstreicht eindrucksvoll ihr Leistungspotenzial in Anwendungen, bei denen hohe Schnittgeschwindigkeiten, hohe Temperaturen an der Schneide und hohe Zeitspanvolumina gefordert sind.
|
Bild 3: Mit «M.Power» beschichtete Fräser zeigen auch bei der Hochgeschwindigkeitsbearbeitung von harten Stählen deutlich höhere Standzeiten.
|
Ausblick
Auch für weitere PVD-Schichten (insbesondere für mikrolegierte Schichten) forscht Sulzer in enger Zusammenarbeit mit Zerspanern an optimierten Oberflächenlösungen. Um Verbesserungen voranzubringen, ist eine enge Kooperation mit den Anwendern wichtig. So lassen sich Verbesserungspotenziale in der Produktivität, im Umgang mit Werkzeugen, in der Qualität und nicht zuletzt im Zusammenspiel zwischen Werkstoff, Beschichtung und Anwendung erkennen und nutzen.
Copyright Sulzer Technical Review, Sulzer Management Ltd. Winterthur, Switzerland
|
Wie lassen sich die Kosten in der Zerspanung senken?
Ein wichtiger Kostenfaktor im Produktionszyklus ist die Standzeit der Werkzeuge. Darunter versteht man die Zeit bis zu einer erforderlichen Wartung, in der die Maschine ohne Unterbrechung arbeiten kann. Je höher die Standzeit ist, desto weniger Kosten fallen für Produktionsunterbrüche und Wartungsarbeiten an.
Der Einsatz von Beschichtungen erhöht – auch bei hohen Prozesstemperaturen – die Standzeiten der Werkzeuge und senkt dadurch die Kosten erheblich. Darüber hinaus lassen sich Schmierstoffe einsparen. Dies reduziert nicht nur die Materialkosten, sondern schont auch die Umwelt.
|
Sulzer Metaplas GmbH
Am Böttcherberg 30-38
D-51427 Bergisch Gladbach
Tel. +49 2204 29 90
annette.norin@sulzer.com
georg.erkens@sulzer.com
Sulzer Metco AG (Switzerland)
Rigackerstrasse 16
5610 Wohlen
Tel. 056 618 81 81
Fax 056 618 81 00
www.sulzer.com




