
 Abonnements
Abonnements
22 Februar 2015 |
La Revue POLYTECHNIQUE 02/2015 |
Procédés
Soudage plus stable
Franz-Joachim Rossmann, ing. dipl.
Les installations de soudage MIG/MAG avancées, telles que le TPS/i de Fronius, sont désormais capables de contrôler les paramètres d’arc électrique de façon plus précise et dynamique grâce à une puissance de calcul élevée et à des composants parfaitement adaptés.
Ces installations sont également en mesure de réguler davantage de paramètres que précédemment. Fronius a exploité ces propriétés pour le développement de nouvelles caractéristiques et de fonctions innovantes qui garantissent une stabilité accrue de l’arc électrique, ce qui et facilite le soudage.
Même si les sources de courant MIG/MAG numériques actuelles des principaux fabricants permettent déjà, la plupart du temps, d’obtenir des résultats de soudage excellents, elles sont toutefois souvent limitées ou requièrent une dextérité accrue du soudeur en cas de perturbations extérieures, par exemple des variations du «stick out», des positions de soudage défavorables, le travail avec de tôles très fines ou de cordons courts.

|
Travail d’équipe – passe de fond simultanée des deux côtés d’une conduite avec LSC Root.
|
Des composants adéquats pour une régulation précise
L’optimisation ou le perfectionnement de chaque composant de l’installation de soudage ne suffit pas à pallier ce déficit durablement car, là aussi, une chaîne n’est jamais plus résistante que son maillon le plus faible. Admettons que l’on équipe une source de courant d’une unité de calcul plus performante, d’un dévidoir et d’un moteur plus dynamique, la régulation de la vitesse d’avance du fil n’en sera pas pour autant meilleure si les autres composants impliqués (bus système, faisceau de liaison, torche de soudage, etc.) continuent à ralentir le système tout entier.
Partant de ce constat, Fronius a entièrement revu l’ensemble des composants de son système TPS/i, de la source de courant à la torche de soudage, et les a adaptés de façon optimale les uns aux autres. Cette nouvelle plate-forme de soudage MIG/MAG est de la sorte en mesure de traiter davantage de données tout en assurant une régulation plus rapide et plus précise. L’équipement est compact: aucun composant extérieur, par exemple un câble séparé pour la mesure de la tension, n’est nécessaire.
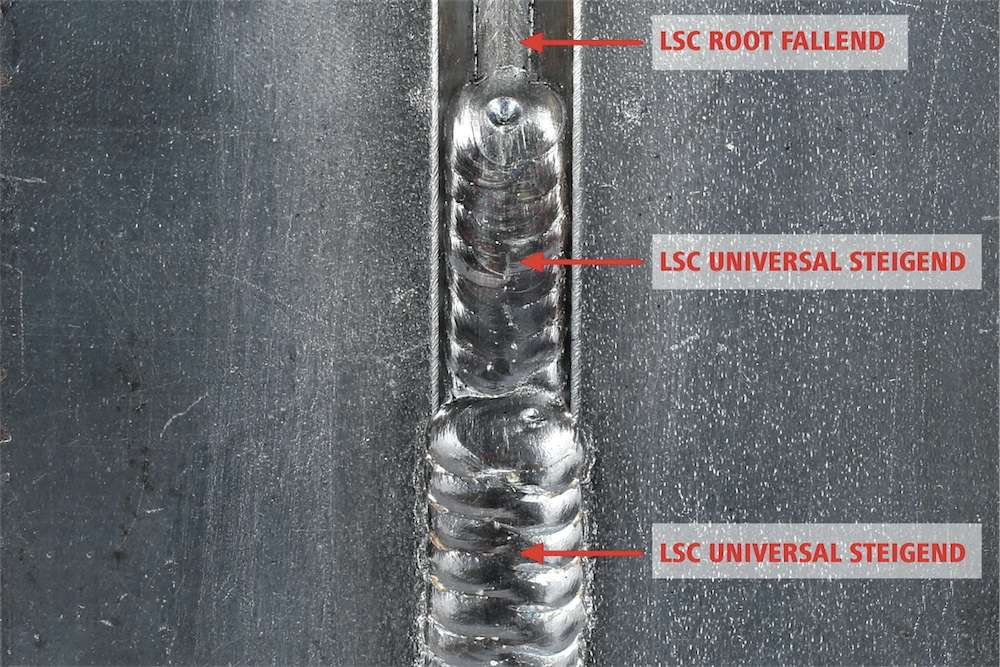
Pour la toute jeune plate-forme, les ingénieurs de l’entreprise ont par ailleurs conçu un algorithme avancé et, dans un premier temps, les nouvelles caractéristiques LSC Universal, LCS Root, LSC Universal Advanced et LCS Root Advanced, ont été implémentées afin de permettre aux utilisateurs de profiter immédiatement des performances du nouveau système. LCS signifie en l’occurrence «Low Spatter Control». La comparaison directe des différents procédés à l’arc électrique permet de comprendre rapidement l’origine de cette dénomination: alors que l’arc court traditionnel présente des projections très élevées, le LSC permet de les réduire de manière drastique comme l’a démontré un soudage d’essai (acier de construction 5 mm, Vd: 6 m/min; intensité 140 A; tension: 18,6 V). 2,14 g de projections par mètre de soudure ont été mesurés pour l’arc court contre seulement 0,54 g pour la solution LSC!

|
Soudure bout à bout réalisée avec LSC Braze (épaisseur de matériau: 1,0 mm, galvanisation par électrolyse, apport CuSi3, diamètre de fil 1,0 mm).
|
Stabilité d’arc électrique élevée
La stabilité particulièrement élevée de l’arc électrique rendue possible par la boucle de régulation plus rapide et plus précise du TPS/i, constitue la principale raison de cette amélioration. Du fait de l’arc électrique plus stable et plus concentré, la pression de la passe de fond et la vitesse de dépôt sont, avec cette nouvelle solution, bien meilleures qu’avec les autres variantes d’arc électrique. Une comparaison des procédés habituels pour la réalisation d’une passe de fond en position ascendante ou descendante le met clairement en évidence. Le soudage manuel à l’électrode enrobée traditionnel permet la réalisation d’une passe de fond à environ 9cm/min, pour autant que l’opérateur soit expérimenté. Les scories à l’intérieur et à l’extérieur doivent en outre être retirées et la soudure rectifiée.
Le procédé TIG est un peu plus lent (env. 5,5 cm/min), mais produit en revanche une soudure à l’aspect très correct. L’arc court conventionnel permet d’aller nettement plus vite. En position descendante, il est ainsi possible de souder jusqu’à 25 cm/min. Toutefois, la faible pression d’arc électrique et l’avance du bain de fusion entraînent un risque d’erreur d’assemblage certain. Jusqu’à présent, la passe de fond devait donc généralement être réalisée en position ascendante. Pour éviter tout affaissement, la température devait alors être abaissée et la vitesse réduite de moitié à environ 12 cm/min). De plus, la soudure devait par la suite être rectifiée afin de parer aux erreurs d’assemblage.
|
LSC permet le soudage sous atmosphère de gaz de protection 100 % CO2.
Soudure réalisée avec LSC Universal Advanced. Diamètre de fil 1,2 mm).
|
Des passes de fond rapides et de haute qualité
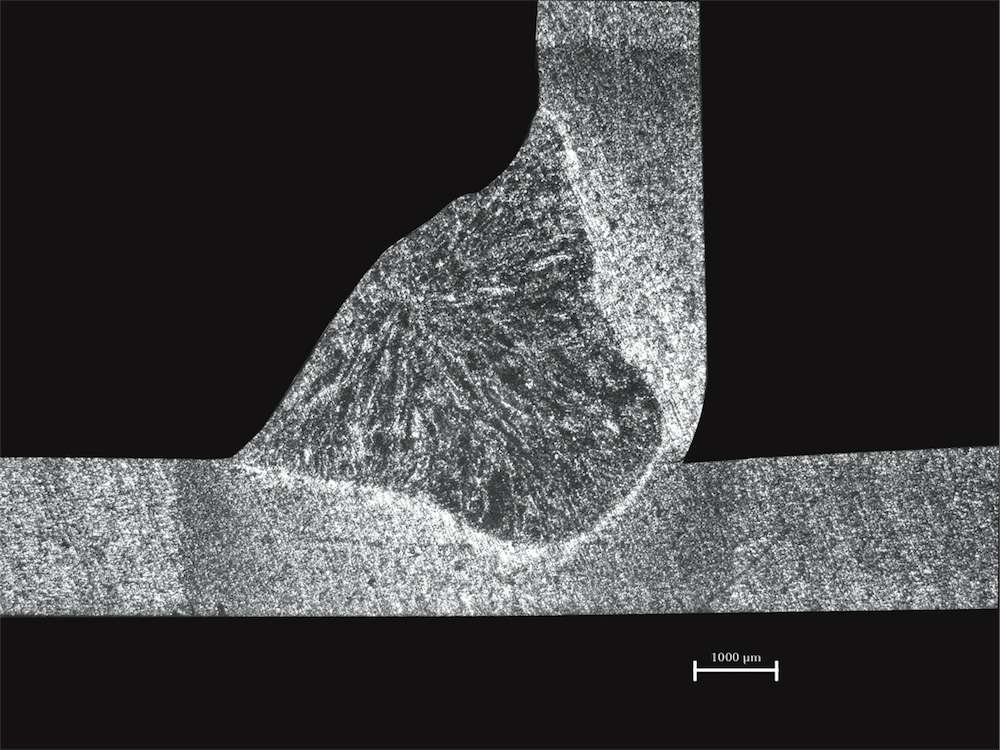
Avec la caractéristiques LSC Root, rien de tout cela n’est plus nécessaire, car une pression d’arc électrique et une vitesse de dépôt élevées permettent de souder à nouveau en position descendante et, donc, plus rapidement. La version LSC Root Advanced permet même de souder en position descendante à 25 cm/min. Des coupes métallographiques démontrent qu’avec un profil de courant particulier, LSC Root garantit une prise de passe de fond et une capacité de recouvrement des fentes excellentes tout en évitant les erreurs d’assemblage. De son côté, la caractéristique LSC Universal est particulièrement adaptée aux soudures d’angles et de coins, aux cordons de recouvrement, aux couches de couverture et d’apport, ainsi qu’au brasage.
L’utilisation de longs faisceaux de liaison, comme c’est souvent le cas dans la construction de conteneurs, de pipelines ou de canalisations ainsi que pour le soudage robotisé, exige une grande prudence, car comme pour les autres caractéristiques à arc court, ces longs faisceaux de liaison peuvent avoir un impact défavorable sur les résultats de soudage avec LSC. La raison: les câbles longs présentent une inductance élevée. Plus l’inductance est élevée dans le circuit de soudage, plus la réduction du flux de courant est lente. En cas de court-circuit, par exemple, cela signifie que le courant ne peut pas être diminué en temps voulu et qu’il existe donc un risque de projections.

|
Soudure réalisée sous mélange argon-CO2 avec LSC Root Advanced (diamètre de fil 1,2 mm).
|
Matériel spécial pour les longs faisceaux de liaison
Pour pallier ce problème, Fronius a conçu un matériel supplémentaire qui permet aux sources de courant équipées d’«ouvrir» le circuit électrique afin de réduire le courant très rapidement. LSC Root Advanced et LSC Universal Advanced utilisent ce dispositif supplémentaire et permettent donc l’emploi de longs faisceaux de liaison, ce qui assure des caractéristiques de soudage encore meilleures en combinaison avec des faisceaux de liaison standard. Bien que les caractéristiques LSC génèrent un arc électrique extrêmement stable, ce qui nécessite donc moins de réglages manuels de la part du soudeur, Fronius met à disposition des fonctions supplémentaires qui facilitent encore le travail, notamment un stabilisateur de pénétration.
|
Formation de couche optimale: passe de fond avec Root Universal, couches de couverture et d’apport avec LSC Universal.
|
Un stabilisateur pour une pénétration uniforme
Cette fonction consiste à maintenir une pénétration constante en cas de variations du «stick out» grâce à une nouvelle régulation de la vitesse d’avance du fil. Ceci est particulièrement important pour la réalisation de soudures d’angles en position ascendante avec mouvement de balayage. Sans stabilisateur de pénétration (donc vitesse d’avance du fil constante), le courant et donc la pénétration varieraient avec le mouvement de balayage entre une valeur maximale (stick-out le plus petit) et une valeur minimale (stick-out le plus grand).
Le stabilisateur compense cette variation en régulant la vitesse d’avance du fil jusqu’à un maximum de 10 m/min., garantissant de la sorte une pénétration homogène. Dans les cas concernant notamment des soudures difficiles d’accès ou du soudage robotisé, et pour lesquels il est souvent impossible d’éviter une variation de la distance tube de contact / pièce, cette fonction présente un réel avantage que seules permettent la rapidité et la dynamique du TPS/i. Afin de ne pas modifier les descriptifs de mode opératoire de soudage existants, la valeur maximale de la vitesse d’avance du fil régulée peut être limitée par l’utilisateur.

|
Soudure ascendante réalisée avec LSC Universal et stabilisateur de pénétration activé (diamètre de fil 1,0 mm).
|
Apport de chaleur contrôlé et fonctions de corrections améliorées
En plus du stabilisateur de pénétration, la fonction SynchroPuls est particulièrement utile pour les soudures ascendantes et autres positions forcées. La plage de paramètres de la course a ainsi pu être multipliée par trois sur la base de l’entraînement de dévidoir plus performant pour atteindre ± 6 m. En outre, le paramètre facteur de marche a été introduit. Le soudeur a donc désormais la possibilité de déterminer lui même le moment des phases d’apport de chaleur accrue (pour une bonne prise de passe de fond) et de refroidissement (pour une faible déformation). Pour les appareils de la génération précédente, un rapport de 50/50 était prédéfini.
Comme précédemment, le soudeur dispose de fonctions de correction de la longueur de l’arc électrique et de la dynamique. Les ingénieurs de Fronius ont toutefois ici aussi apporté des améliorations. Un nouveau profil de courant garantit un avantage net en matière de précision et de vitesse de réaction. La correction de la dynamique pour les passes de fond est particulièrement utile. Elle permet notamment de régler la pression de l’arc électrique, par correction de la longueur de l’arc électrique. Généralement, cette fonction est utilisée pour raccourcir au maximum l’arc électrique afin d’obtenir une pénétration profonde pour éviter les entailles ou souder plus rapidement.

|
LSC Root, optimale pour les soudures bout à bout (à l’image: soudure bout à bout réalisée avec LSC Root, diamètre de fil 3,0 mm, PA).
|
Manipulation aisée dans toutes les phases de soudage
Des fonctions évoluées assistent les utilisateurs du LSC en vue d’améliorer les résultats en début et fin de soudure. Ceci est particulièrement important pour les soudures par points et les soudures très courtes.
L’énergie d’amorçage du TPS/i ne s’oriente désormais plus seulement sur une valeur moyenne mais s’aligne en continu sur la température effective de l’extrémité du fil. En fonction du temps écoulé depuis le dernier amorçage, le système adapte pour chaque amorçage les paramètres tels que le courant d’amorçage et sa durée. La qualité et la rentabilité des soudures par points sont ainsi nettement améliorées. De plus, à la fin du soudage, le fil est rembobiné, ce qui garantit une extrémité propre, sans formation de goutte.
Toutes ces innovations simplifient de façon décisive l’utilisation de la source de courant de soudage et garantissent ainsi des résultats de soudage et de brasage optimaux, même par des soudeurs moins expérimentés. Cependant, Fronius est encore loin d’avoir exploité toutes les possibilités de la nouvelle plate-forme de soudage MIG/MAG. Des caractéristiques déjà connues ou nouvelles sont à l’étude ou en cours de développement pour, à l’avenir, rendre le soudage encore plus efficace, plus rentable et plus facile.
Fronius Schweiz AG
8153 Rümlang
Tél. 0848 376 64 87
www.fronius.com




