
 Abonnements
Abonnements
Neues Verfahren zur Ultraschallprüfung ohne Koppelmittel
In enger Kooperation mit der Porsche Leipzig GmbH hat die XARION Laser Acoustics GmbH ein innovatives Prüfverfahren auf der Basis des optischen Mikrofons entwickelt. Es ermöglicht eine berührungsfreie Ultraschallprüfung von Punktschweissverbindungen mittels Lasers. Das optische Mikrofon wurde dazu gemeinsam mit einem ultraschallerzeugenden Laser in einen kompakten Prüfkopf integriert.
Der kompakte Sensorkopf des optischen Ultraschallmikrofons in Verbindung mit optischer Faser. (Bilder: XARION Laser Acoustics GmbH)
Ultraschall hat sich als Methode für die zerstörungsfreie Materialprüfung durchgesetzt und spielt auch bei der industriellen Prozesskontrolle eine grosse Rolle.
Herkömmliche Ultraschallverfahren: bewährt, aber umständlich
Die am weitesten verbreitete Ultraschall-Prüfmethode zur zerstörungsfreien Prüfung verwendet Piezowandler und basiert auf der einseitigen Impuls-Echo-Methodik. Diese berührenden Prüftechniken lassen sehr hohe Prüffrequenzen zu, sind aber in der Regel auf ein flüssiges Koppelmittel angewiesen, was den Prüfaufbau verkompliziert und den Zeitaufwand erhöht. Auch bei der Prüfung von Punktschweissverbindungen im Karosseriebau sind Piezowandler bisher oft das Mittel der Wahl. Eine Automatisierung mit dieser Methode ist allerdings schwierig.
Das erste Patent für die Ultraschallprüfung wurde bereits im Jahre 1942 erteilt. Seitdem hat sie sich zu einem variantenreichen Standardverfahren der zerstörungsfreien Prüfung von Materialien entwickelt. Alle Ultraschall-Prüfverfahren folgen dem gleichen Prinzip: Ein Ultraschallsignal wird in das Bauteil eingekoppelt, durchläuft das Material und wird detektiert. Unregelmässigkeiten und Defekte im Material verändern dabei das Ultraschallsignal und können so festgestellt werden.
Die gängigste Methode zur Ultraschallprüfung basiert auf dem piezoelektrischen Effekt. Dabei wird eine elektrische Wechselspannung an ein piezoelektrisches Material angelegt, das dadurch in Schwingung versetzt wird und Ultraschall aussendet. Umgekehrt wird zur Detektion des Prüfsignals das piezoelektrische Material durch reflektierten Ultraschall in Schwingung versetzt, was zu einer messbaren elektrischen Spannung führt.

Prinzip der einseitigen Ultraschallprüfung eines Schweisspunktes mit Laseranregung und dem optischen Mikrofon.
Das physikalische Prinzip hinter den weit verbreiteten Piezoelementen ist das gleiche wie bei Kondensatormikrofonen für Musikaufnahmen: Schallwellen versetzen eine Membran oder piezoelektrisches Material in Schwingung, was in ein elektrisches Signal umgewandelt wird. Daraus ergibt sich ein Problem: Jeder Schwinger hat eine bevorzugte Eigenfrequenz. Will man nun eine möglichst hohe Empfindlichkeit, muss der Wandler genau auf seiner Eigenfrequenz betrieben werden, jegliche andere Frequenzinformation geht verloren. Zudem ist der Impedanzunterschied zwischen dem Piezoschwinger und dem Material auszugleichen, was durch ein flüssiges Koppelmittel gelingt. Dazu sagt Dr. Matthias Brauns, Applikationsingenieur bei der XARION Laser Acoustics GmbH: «Piezoelemente haben sich in der Ultraschallprüfung bewährt, aber das nötige Koppelmittel schränkt ihren Einsatzbereich ein. Wird die Prüfung zum Beispiel in einem Tauchbecken durchgeführt, ist dies vor allem für Karosserien nicht praktikabel. Dann muss man auf so genannte Squirter zurückgreifen, bei denen ein Wasserstrahl mit hohem Druck auf die zu prüfende Stelle des Bauteils geschossen wird, oder man muss ein Gel aufbringen. Dies lässt sich schwer automatisieren oder durch Roboter ausführen. Aber auch für offenporige oder für Korrosion anfällige Materialien ist flüssiges Koppelmittel ein Problem.»
Das optische Mikrofon von XARION beseitigt den Widerspruch zwischen breitbandig und koppelmittelfrei durch folgende Idee: Es besitzt keinen Schwinger. In einem einzigartigen, rein optischen Verfahren verändert der Schall die Wellenlänge eines Laserstrahls, der zwischen zwei kleinen Spiegeln hin und her reflektiert wird. Damit ändert sich auch die Helligkeit des ausgekoppelten Lichtes, was ohne den Umweg über eine mechanische Schwingung gemessen wird. So erreicht das optische Mikrofon eine Frequenzbandbreite, die mindestens zwanzigmal grösser ist als die jedes anderen Ultraschallsensors.
Mit diesem neuen Sensor kann in Anwendungsbereiche vorgedrungen werden, die bisher messtechnisch nicht umsetzbar waren. Vor allem kann man auf jegliches Koppelmittel verzichten, und die berührungslose Prüftechnologie lässt sich auf einen Roboter montieren. Der glasfasergekoppelte Sensorkopf ist dabei nur wenige Millimeter gross und kommt damit auch an schwer zugängliche Stellen.
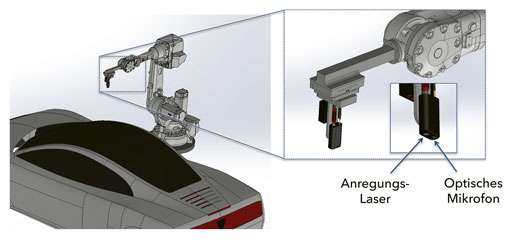
Integration von Anregungslaser und optischem Mikrofon in einem kompakten Prüfkopf zur Ultraschallmessung von Punktschweissverbindungen. Er arbeitet berührungslos und ist über eine Faseroptik mit der Steuerelektronik verbunden, was die Prüfautomatisierung mit einem Industrieroboter möglich macht.
Automatisierung der zerstörungsfreien Prüfung von Schweisspunkten
Die Automobilherstellung ist bereits hochautomatisiert. Allerdings wird ein wichtiger Fertigungsschritt noch immer mit hohem personellen Aufwand geprüft: «Das Widerstandspunktschweissen stellt das dominierende Fügeverfahren im Fahrzeugkarosseriebau dar. Um die Konformität in Bezug auf die Festigkeit des Gesamtfahrzeuges jederzeit zu gewährleisten, werden alle Fügeverbindungen stichprobenartig in jeder Schicht geprüft. Jede Karosserie hat 6000 solcher Schweisspunkte, deren Qualitätsprüfung bisher manuell durch einen qualifizierten Prüfmitarbeiter erfolgt. Das Einsparpotential und die Objektivität des Prüfergebnisses durch eine Automatisierung der zerstörungsfreien Prüfung ist hier wirklich enorm», erläutert Nico Lehmann von der Porsche Leipzig GmbH.

Kompakter Prüfkopf für die berührungslose einseitige Prüfung von Punktschweissverbindungen.
Beim Widerstandspunktschweissen von Karosserieblechen werden die Fügepartner mit einer Zange an einem Punkt zusammengepresst, während ein hoher elektrischer Strom durch die Elektroden der Schweisszange fliesst. Resultierend aus der Widerstandserwärmung entsteht zwischen den Blechen eine punktförmige Schweisslinse, die beide Bleche stoffschlüssig miteinander verbindet. Der Durchmesser der Schweisslinse ist das entscheidende, innere Qualitätsmerkmal: «Bei einem zu kleinen Linsendurchmesser leidet die Gesamtfestigkeit des Bauteils und genügt unseren hohen Qualitätsanforderungen sowie den Produktionsnormen nicht. Der Schweisslinsendurchmesser ist visuell nicht sichtbar, weshalb wir den Mindestdurchmesser regelmässig mit konventionellem Ultraschall nachweisen», bemerkt Nico Lehmann.
Manuelle Ultraschallverfahren haben sich durch ihre Zuverlässigkeit für die zerstörungsfreie Schweisspunktprüfung bewährt. Dabei wird ein Ultraschallsignal im zu prüfenden Bauteil eingekoppelt, das sich dann in diesem ausbreitet. Der Schweisspunkt beeinflusst die Schallausbreitung, so dass man durch Abtasten seinen Linsendurchmesser «hören» kann. Auch hier werden dabei Piezoelemente eingesetzt. Das Koppelmittel und die Empfindlichkeit gegen kleine Fehler in der Ausrichtung des Prüfkopfes haben bisher eine Automatisierung der Ultraschallprüfung verhindert.
Aufgrund der hohen Prozessstabilität genügt es zwar, stichprobenartig nur einige Prozent der Schweissverbindungen zu prüfen. Trotzdem ist der Zeitaufwand von rund 30 s pro Prüfpunkt verhältnismässig hoch. Das Prüfergebnis ist subjektiv und wird von den Fähigkeiten und der Erfahrung der Prüfmitarbeiter beeinflusst. Bei einer dreischichtigen Tagesproduktion von insgesamt 500 Karosserien mit jeweils 4000 Schweisspunkten liessen sich mit fünf Prüfmitarbeitern pro Schicht 12‘000 Schweisspunkte prüfen, was einer Prüfhäufigkeit von nur 0,6% entspricht.
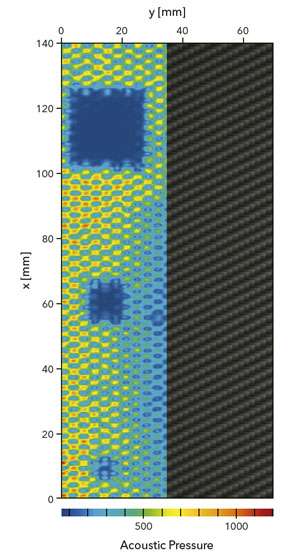
Ein Verbundwerkstoff, wie er im Flugzeugbau verwendet wird (rechts), sowie das Ultraschallprüfbild, gescannt mit dem optischen Mikrofon (links). Fehler im Inneren des Materials werden sichtbar.
Basierend auf dem optischen Mikrofon hat XARION hier eine innovative Lösung für eine automatisierte Prüfung der Schweisspunkte entwickelt, die sich in einen Roboter integrieren lässt. Das optische Mikrofon wird dabei gemeinsam mit einem Anregungslaser in einen kompakten Prüfkopf integriert. Der Laser ist der ideale Partner für die Ultraschallanregung: Ein kurzer Laserpuls erzeugt eine breitbandige, geführte Ultraschallwelle direkt im Material. Nachdem diese durch den Schweisspunkt gewandert ist, «hört» das optische Mikrofon berührungsfrei den an die Luft abgestrahlten Ultraschall. Ein Koppelmittel ist dabei überflüssig, und der Prüfkopf muss nur auf etwa 5 mm genau ausgerichtet werden, was für moderne Industrieroboter kein Problem ist. Die kompakten Masse des Prüfkopfes - der Querschnitt beträgt nur etwa 2 x 4 cm - stellen sicher, dass selbst schwer zugängliche Bereiche geprüft werden können.
Das optische Mikrofon: völlig neue Möglichkeiten
Breitbandig, berührungsfrei und kompakt: Die Kombination dieser Eigenschaften macht das optische Mikrofon weltweit einzigartig in der Ultraschallmesstechnik. Die Automatisierung der Schweisspunktprüfung konnte so in einem gemeinsamen Entwicklungsprojekt zwischen XARION Laser Acoustics GmbH und der Porsche Leipzig GmbH vorangetrieben werden, was enorme Einsparpotenziale bietet. In der Prozessüberwachung wiederum bietet die breitbandige Messung von Luftultraschall neue Einblicke in die Prozessqualität von innovativen Fertigungstechniken wie dem Laserschweissen.
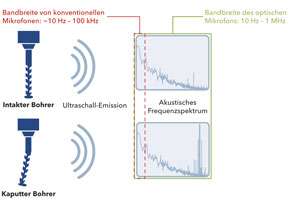
Akustischer Fingerabdruck eines intakten (oben) und eines defekten Bohrers (unten); eine klare Unterscheidung ist erst bei hohen Frequenzen möglich. Das optische Mikrofon lässt sich für die Werkzeug-Zustandsüberwachung einsetzen.




