
 Des abonnements
Des abonnements
01 juin 2012 |
Oberflächen POLYSURFACES 03/2012 |
Technique des plasmas
Hochreine und aktivierte Oberfläche durch Plasmareinigung
Dr. Johannes Messelhäuser
Dans cette contribution on revient sur la définition du mot «propre», ainsi que sur les effets des surfaces ultra propres ou nues. On ne peut produire ces dernières qu’avec des processus de nettoyage à sec, comme le nettoyage au plasma, qui, sur des matériaux organiques s’accompagne toujours avec une activation.
Farben sind Ausdruck von Kreativität und Lebensfreude. Sie dienen der Kennzeichnung und spielen eine bedeutende Rolle für die Zuordnung eines Produkts zu einem Hersteller (corporate design). Es ist daher naheliegend, dass die Haftung eines Lacks auf der Oberfläche eines Produkts von grosser Bedeutung ist. Moderne, hochfeste Materialien wie CFK oder GFK, die auch zu erheblicher Gewichtseinsparung beitragen, werden verklebt. Denkt man beispielsweise an den Flugzeugbau, leuchtet sofort ein, dass eine Klebefuge auf keinen Fall versagen darf.


Oberflächen von Werkstücken sind verschmutzt und selbst bei optischer Sauberkeit mit einer natürlichen Adhäsivschicht unbekannter Zusammensetzung belegt. Der Schmutz und die Adhäsivschicht wirken als Trennschicht und tragen hauptsächlich zum Versagen des Verbundes Lack/Werkstück beziehungsweise Kleber/Werkstück bei. Die Eigenschaften selbst sogenannter nackter Werkstückoberflächen sind darüber hinaus oft nicht kompatibel mit jenen des Verbundpartners. Die Anpassung des Lacks oder des Klebers an die Oberflächeneigenschaften des Werkstücks ist nicht ohne weiteres möglich, ohne Einbussen bei anderen, wichtigen Materialeigenschaften hinzunehmen. Neben der Feinstreinigung zum Entfernen der natürlichen Adhäsivschicht ist die Modifizierung von Oberflächen ein entscheidender Faktor, um die Haftung so zu verbessern, damit sie den erforderlichen Spezifikationen entsprechen.
Wechselwirkungen auf Oberflächen
Mechanische Wechselwirkung
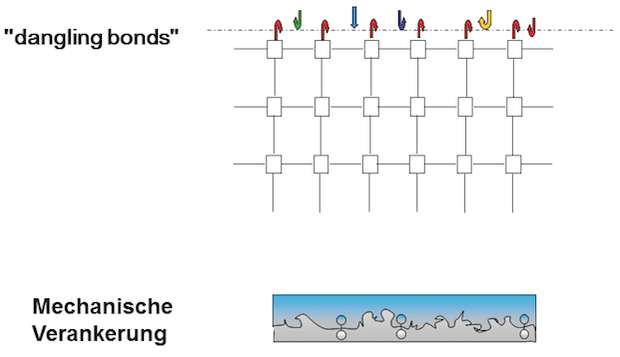
Die mechanische Verankerung auf der Oberfläche ist der am meisten vorkommende und wirksamste Mechanismus für eine gute Haftung. Werden die flüssigen Farben und Kleber, deren Lösungsmittel meistens polar sind, auf die raue Oberfläche aufgetragen, schmiegen sie sich vor dem Aushärten an und fliessen auch in Unterhöhlungen. Nach dem Aushärten wirken lediglich die Kohesivkräfte innerhalb des Werkstücks und des Klebers oder der Farbe. Eine weitere physikalische oder chemische Wechselwirkung besteht aber nicht.
Eine Voraussetzung muss jedoch erfüllt sein, um eine optimale mechanische Verankerung und somit Haftung zu erzielen: die Flüssigkeit (Farbe oder Kleber) muss die Oberfläche gut benetzen, und sie muss gut verfliessen.
Sorgen bei rauen Oberflächen Kapillarkräfte für eine (scheinbar) gute Benetzbarkeit, sieht dies bei glatten Oberflächen anders aus [1]. Dort überwiegen die Abstossungskräfte durch die unpolare Adhäsivschicht und/oder Oberfläche des Werkstücks. Die Flüssigkeit kann somit nicht nicht in die Unterhöhlungen einfliessen kann oder zieht sich gar zusammen. Letzteres äussert sich dadurch, dass sich nach dem Auftrag kein gleichmässiger Flüssigkeitsfilm ausbreitet. Leider ist aber ein gespreiteter Flüssigkeitsfilm keine Garantie dafür, dass die Unterhöhlungen gefüllt wurden (Bild 1).
| Bild 1: Gute Haftung, wenn der «Schlüssel» passt und zusätzliche Anker vorhanden sind. |
Physisorption
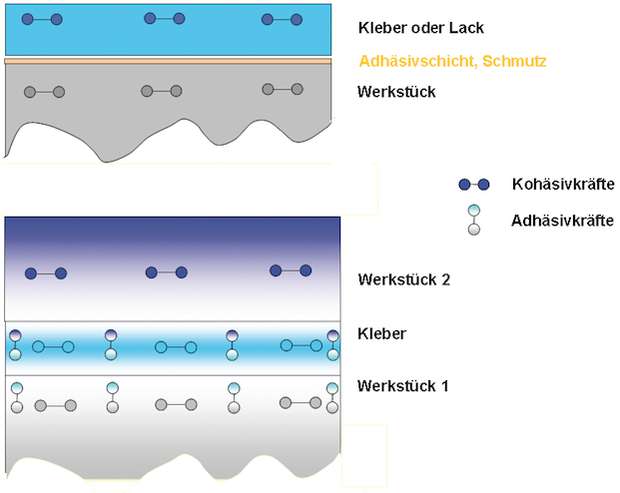
Wechselwirkungen zwischen der Oberfläche des Festkörpers und dem Verbundpartner (Kleber oder Farbe), die durch van-der-Waals Kräfte hervorgerufen werden, bezeichnet man als Physisorption. Diese Art der Wechselwirkungen einstehen durch nicht abgesättigte Kohäsivkräfte (dangling bonds) an der Grenzfläche von Festkörpern und Flüssigkeiten [2]. Sie sind einerseits für die natürliche Adhäsivschicht an Oberflächen von Festkörpern verantwortlich und tragen aber andererseits nicht unwesentlich zur Haftfestigkeit bei, wenn die beiden Partner ähnlich dem «Schlüssel-Schloss-Prinzip» zu einander passen (Bild 2).
| Bild 2: Der Schmutz haftet auf dem Werkstück, aber der Kleber nicht auf dem Schmutz. |
Da Kleber und Farben häufig polare Gruppen haben, wird die Haftung auf der Oberfläche des Werkstücks erhöht, wenn diese modifiziert wird, indem dort polare Gruppen eingeführt werden. Die Modifizierung der Oberfläche, die, wenn es sich nicht um eine Beschichtung handelt, eine gezielte Oxidation ist, wirkt also in zwei Richtungen: sie sorgt für die notwendige Benetzbarkeit und für eine haftungsverstärkende Wechselwirkung zwischen den Verbundwerkstoffen.
Benetzbarkeit und Oberflächenspannung
Die Oberflächenspannung kann als ein Mass für die Benetzbarkeit von Festkörpern genutzt werden. Sie wird durch Kohäsivkräfte in der jeweiligen Phase (Flüssigkeit oder Festkörper) verursacht. Diese Kräfte wirken auf benachbarte Atome oder Moleküle, welche die Phase bilden und gleichen sich innerhalb der Phase aus. Atomen oder Molekülen auf der Oberfläche fehlt jedoch ein Teil dieser Nachbarn, wodurch deren Energieinhalt erhöht ist. Die Summe der Energieinhalte äussert sich makroskopisch in der (spezifischen) Oberflächenenergie, die im Alltag, ohne grosse Fehler zu machen, mit der Oberflächenspannung gleichgesetzt wird. Sie bewirkt eine Minimierung der Oberfläche, die bei Flüssigkeiten zu der bekannten Tropfenform führt. Die Oberflächenspannung ist physikalisch definiert als die Arbeit, die aufgewendet werden muss, um die Oberfläche (hier einer Flüssigkeit) zu vergrössern; sie wird in der Regel in mN/m angegeben[3]. Oberflächen von Festkörpern werden von Flüssigkeiten benetzt, deren Oberflächenspannungen geringer sind (Bild 3).
| Bild 3: Das Wasser fliesst nach der Plasmabehandlung (links) sofort ab (Material: PC). |
Wasser ist das wichtigste Lösungsmittel, so dass dessen Oberflächenspannung von 72 mN/m als Orientierung dienen kann, um in der Praxis festzulegen, welchen Wert man mindestens benötigt, um eine ausreichende Benetzung durch die Farbe oder des Klebers zu erreichen. Werte im Bereich von 56 mN/m sind in der Regel ausreichend, um dieses Kriterium einzuhalten. In Tabelle 1 sind die Oberflächenspannungen einiger wichtiger Werkstoffe aufgeführt.

| Tabelle 1: Oberflächenspannung einiger Werkstoffe und Lösungsmittel in mN/m. |
Oft wird der Fokus bei der Oberflächenmodifizierung nur auf dieses Kriterium gelegt, was ebenso oft auch ausreicht. Dennoch sollte man nicht übersehen, dass die Angleichung der Oberflächenspannungen nur eine notwendige Voraussetzung für eine gute Haftung aber nicht immer auch eine hinreichende ist. Mangelnde Rauigkeit oder übersehene chemische Reaktionen, auf die noch zurückzukommen sein wird, können zu ungenügender Haftung führen trotz guter Benetzung.
Viele Autoren diskutieren chemisch-physikalische Wechselwirkungen, wie zum Beispiel Wasserstoffbrücken-Bindungen zwischen den Verbundpartnern, was sich aber meistens nicht belegen lässt. Sterische Hinderungen und auf molekularer Ebene zu grosse Abstände sprechen eher gegen solche Annahmen.
Oberflächenspannungen werden im Alltag mit sogenannten Testtinten gemessen. Es handelt sich dabei um Lösungsmittelgemische, die auf die feste Oberfläche aufgetragen werden. Verfliesst das Gemisch, ist die Oberflächenspannung des Werkstücks gleich oder grösser, im andern Falle geringer. Andere Methoden wie die Kontaktwinkelmessung oder die Bestimmung polarer und disperser Anteile an der Oberflächenspannung sind in der Fertigung zu aufwendig und werden nur in der Entwicklung zur Absicherung von Messergebnissen eingesetzt.
Andere Haftmechanismen
Andere Verhältnisse liegen bei Lösungsmittelklebern vor. Da das Lösungsmittel die Oberfläche des Festkörpers anlöst, findet eine Vermischung beider Phasen statt, und nach dem Aushärten handelt es sich um einen mehr oder weniger kontinuierlichen Übergang und um keine Grenzfläche mehr. Diese Verbunde zeigen sehr hohe Festigkeitswerte, können aber nur mit Kunststoffen realisiert werden und dort auch nur, wenn Verformung oder Veränderung der Oberfläche keine Rolle spielen. Die Feinstreinigung der Oberfläche vor dem Verkleben spielt aber auch in diesem Falle eine Rolle, da Verunreinigungen in der Übergangsphase bei Belastung zum Bruch führen können.
Reinigung und Modifizierung
Die Notwendigkeit, Werkstücke vor ihrer Weiterverarbeitung zu reinigen oder zu modifizieren, ist nicht gerade neu. Daher verfügt man bei mechanischen Methoden wie Abreiben, Schleifen oder Sandstrahlen über eine lange Erfahrung. Mit der mechanischen Reinigung geht gleichzeitig eine Modifizierung der Oberfläche durch Aufrauen einher. Ein sehr modernes Reinigungsverfahren ist das Strahlen mit festem CO2, das den Vorteil hat, dass das Strahlmittel umweltfreundlich ist und nicht entsorgt werden muss [4].
Entfettung mit fettlösenden Lösungsmitteln sind weitere lang bekannte Verfahren, um Oberflächen auf die weitere Verarbeitung vorzubereiten, mit mehr oder weniger gravierenden Umweltproblemen. Daher ist vor allem die Reinigung mit halogenhaltigen Lösungsmitteln zumindest in Europa nur noch in wohl begründeten Ausnahmefällen erlaubt. Die Alternative, tensidhaltige, wässrige Lösungen zu verwenden, ist oft der einzige Weg, Oberflächen fettfrei zu bekommen. Auch diese Waschlösungen müssen in Abhängigkeit von der Kontamination aufwendig entsorgt werden.
Die Reinigung mit Heissdampf ist wirkungsvoll und hinterlässt sehr saubere Oberflächen. Obwohl hier das Reinigungsmittel selbst umweltfreundlich ist, ist die Entsorgung der Abwässer abhängig von der Belastung so aufwendig wie beim erwähnten Abreinigen mit tensidhaltigen wässrigen Lösungen. Der Energieaufwand ist sehr hoch.
Alle diese Verfahren hinterlassen auf der Oberfläche des Werkstücks eine natürliche Adhäsivschicht. Für hohe Ansprüche, wie sie in der Einleitung geschildert sind, ist diese Adhäsivschicht störend und kann mit konventionellen Methoden nicht entfernt werden. Sie besteht meistens aus adsorbiertem Wasser und organischen Verbindungen, die entweder Bestandteil der Reinigungslösung oder Teil der Umgebungsluft sind.
Reinigen und Oberflächenaktivierung im Plasma
Unter Plasma versteht man hier ein ionisiertes Gas, wie es zum Beispiel aus Leuchtstoffröhren bekannt ist. Während man dort die Leuchtkraft des Plasmas nutzt, wird bei der Plasmareinigung die aggressive, meistens oxidierende Wirkung eingesetzt [5].
Im ersten Schritt wird die zurückgebliebene Adhäsivschicht zu unter den gegebenen Bedingungen flüchtigen Verbindungen oxidiert, im Idealfall zu Wasser und Kohlendioxid. Adsorbiertes Wasser wird infolge des lokalen Energieeintrags desorbiert. Da die Adhäsivschicht nicht gleichmässig ist, ist an einigen Stellen bereits die «nackte» Oberfläche dem Plasma ausgesetzt, während an anderen Stellen noch die Abreinigung stattfindet. Daher ist die Oberflächenreinigung nicht streng von der Modifizierung zu trennen, da beide Vorgänge, soweit es sich um Polymeroberflächen handelt, auf den gleichen Reaktionsmechanismen beruhen. Bei metallischen oder allgemein anorganischen Oberflächen findet nur eine Abreinigung statt, wobei Silizium- und Wolfram(-verbindungen) unter bestimmten Reaktionsbedingungen eine Ausnahme darstellen.
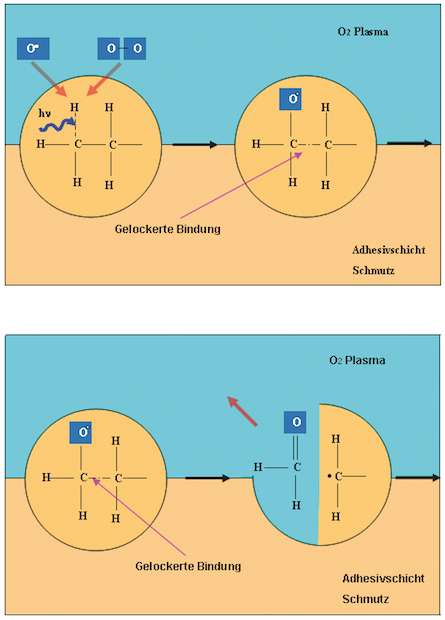
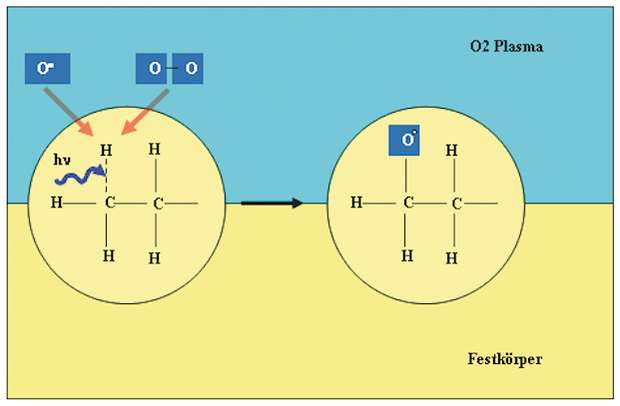
Im Gegensatz zur nicht homogenen Adhäsivschicht, die zu dem aus kurzkettigen, organischen Verbindungen besteht, ist der Abbau der Polymerkette an der Oberfläche des Werkstücks nicht ohne weiteres möglich. Die Oxidationsreaktion ist daher nach dem ersten Schritt erheblich verlangsamt, so dass Sauerstoff funktionelle Gruppen nach der Plasmabehandlung zurückbleiben, die für die gewünschte, dauerhafte Erhöhung der Oberflächenspannung sorgen. Häufig werden jedoch lediglich Atome aus dem Polymer entfernt und zurück bleiben sogenannte Radikale[6], die unter bestimmten Bedingungen längere Zeit stabil sein können. Vor allem beim Atmosphärenplasma ist letzteres der dominierende Effekt der Oberflächenaktivierung. Nun wird auch verständlich, weshalb die Oberflächenspannung mit der Zeit abnimmt und je nach Methode sich auf einen Wert einpendelt, der höher ist als bei der ursprünglichen Oberfläche oder der gar wieder auf den ursprünglichen Wert zurückgeht (Bild 4 und 5).
| Bild 4: «Verbrennung» der Schmutzschicht: kleine organische Moleküle, die auf hohen Energieeintrag häufig nur mit Bindungsbruch reagieren können. |
|
Bild 5: Grosse Moleküle können Energieeinträge verteilen, und somit findet seltener ein Abbau statt. Schematische Darstellung einer eingebauten funktionellen Gruppe.
|
Die Plasmareinigung und -aktivierung muss an das Material angepasst werden. Da es sich um eine oxidative Methode handelt, ist darauf zu achten, dass auf metallischen Oberflächen dünne Oxidschichten gebildet werden, die beim Verkleben oder Lackieren nur geringe Probleme bereiten sollten, jedoch zum Beispiel beim Bonden höchst unerwünscht sind. In diesem Falle muss ein reduktiver Schritt nachgeschaltet werden. Im Plasma ist ein nennenswerter Anteil an (Vakuum-)UV-Licht vorhanden, was bei einigen Polymeren zu Problemen führt. An vorderster Front sei hier PMMA (Plexiglas) genannt. PP oder POM [7] haben Seitenketten, die extrem gute und flüchtige Abgangsgruppen bilden können. Dies bedeutet, dass bei diesen Polymeren der Abbau schnell einsetzen kann und oft auch nach der Plasmabehandlung fortschreitet. Diese gefürchteten so genannten Autoxidationreaktionen täuschen unmittelbar nach dem Plasma ein sehr gutes Behandlungsergebnis vor, während die letztendlich gewünschte Haftungsverbesserung auf diesen Polymeroberflächen ernüchternd bescheiden ist.
In Polymeren sind unter anderem Weichmacher oder Hilfsstoffe enthalten, welche die Rieselfähigkeit des Granulats erhöhen. Diese Substanzen haben innerhalb des Polymers eine hohe Mobilität und sind Teil der Adhäsivschicht. Nach der Abreinigung wandern diese Stoffe wieder an die Oberfläche und bilden eine neue Trennschicht. Da die Zusammensetzung des Granulats oft ein Betriebsgeheimnis ist und eine scheinbar geringfügige Änderung nicht angezeigt wird, kann man unerwartet mit schlechten Resultaten konfrontiert werden, obwohl der Reinigungsprozess über Jahre hinweg zu den gewünschten Ergebnissen führte. Leider sind die Compounder mit Auskünften sehr sparsam, nachdem sie ihre Rezeptur geändert haben.
Atmosphärenplasma
Atmosphärenplasmen lassen sich gut in automatisierte Fertigungslinien integrieren, so dass diese Methode in den letzten Jahren immer mehr Einzug in den industriellen Reinigungsprozess hält. Sie bestechen durch ihren einfachen Aufbau, der ohne eine aufwendige Vakuumtechnik auskommt. Da in allen Fällen Ozon freigesetzt wird, müssen diese Geräte mit Abzügen versehen sein, damit die maximale Arbeitsplatzkonzentration nicht überschritten wird. Man unterscheidet zwei Methoden: die Corona-Entladung und die Plasmadüse.
Corona-Entladung
Die Corona-Systeme sind kompakt aufgebaut. Sie werden kundenspezifisch angefertigt und in schnell laufenden Anlagen verbaut, die auf grossen Flächen eine Reinigung und Aktivierung bewirken. Das behandelte Material wird sofort weiter bearbeitet, beispielsweise bedruckt, verklebt oder beschichtet. Beispiele sind die Folienherstellung oder der Einsatz zur Herstellung technischer Textilien.
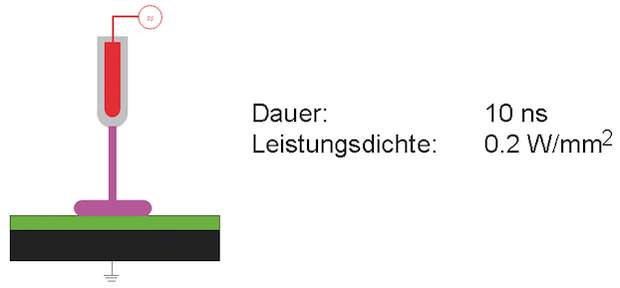
Bei Corona-Systemen handelt es sich um so genannte behinderte Entladungen. Die Folien- oder Textilbahn läuft über eine geerdete Walze, die mit einem Isolationsmaterial beschichtet ist. Über der Walze ist eine Elektrode angeordnet, an die eine (Wechsel-) Spannung von >10 kV angelegt ist. Es bilden sich nun Mikroentladungen in Richtung der Walze beziehungsweise der Folie, die wieder gelöscht werden, sobald sich die auf dem Dielektrikum nun ansammelnde elektrische Ladung das angelegte Feld kompensiert. Die hohe Temperatur von einigen 10000 K in der Entladung bewirken die Verbrennung und/oder Entfernung der Adhäsivschicht und auch die Oxidation der Oberfläche. Da jedoch die Entladung nur einige Nanosekunden dauert, ist der gesamte Energieeintrag auf die Folie so gering, dass das Gefüge nicht beeinträchtigt wird (Bild 6).
| Bild 6: Schematische Darstellung einer Corona-Entladung. |
Plasmadüse
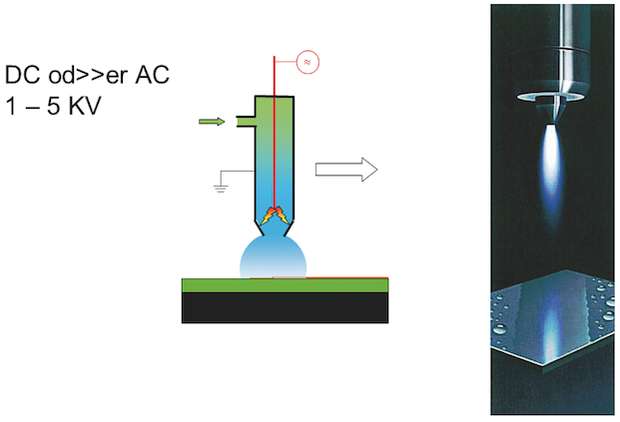
Bei dieser Technik wird eine Funkentladung, die nicht behindert ist, innerhalb einer gasdurchströmten Düse erzeugt. Dadurch sind der Energiefluss und auch die Gesamttemperaturen sehr viel höher, so dass eine nennenswerte Ausbeute an ionisierten und angeregten Gasen entsteht. Diese treten aus einer Düse aus und treffen auf die Oberfläche des zu reinigenden Werkstücks.
Mit dieser Technik ist es möglich, dreidimensionale Werkstücke punktuell zu behandeln. Dies ist interessant, wenn zum Beispiel nur Klebefugen gereinigt werden sollen, das übrige Werkstück aber keiner Feinstreinigung bedarf. Die Düsen werden mit Robotern entlang der gewünschten Flächen auf dem Werkstück geführt und somit lässt sich auch diese Technik leicht in automatische Fertigungsstrassen einfügen (Bild 7, [8]).
| Bild 7: Plasmadüse. |
Grenzen des Atmosphärenplasmas
Bei beiden angesprochenen Methoden wird in der Regel Luft, gegebenenfalls gereinigte Luft als Arbeitsgas verwendet. Als Reaktionsprodukte der Gasentladung fallen im wesentliche Ozon und Stickoxide an, die über Absauganlagen über Dach gefördert werden müssen.
Bei der Corona-Entladung bildet die Umgebungsluft das Arbeitsgas. Andere Gase sind technisch denkbar, jedoch steigen sowohl der apparative Aufwand als auch die Betriebskosten stark an, da man das System einerseits komplett einhausen muss und andererseits Druckgase in grösseren Mengen bereitzustellen sind. Bei dieser Technik lassen sich nur flache Werkstücke behandeln, die eine geringe Strukturierung aufweisen. Wirkliche dreidimensionale Körper können damit nicht feinstgereinigt werden.
Mit der Plasmadüse ist es möglich, Werkstücke in allen Dimensionen zumindest aussen zu behandeln. Sind die Werkstücköffnungen gross genug, lassen sich die Teile auch innen reinigen. Es ist jedoch zu bedenken, dass Wechsel der Fahrtrichtung der Düse und die Länge der Fahrt einen starken Einfluss auf die Behandlungszeit haben. Hinterschnitte lassen sich wegen der geringen Spaltgängigkeit mit dieser Methode kaum oder gar nicht reinigen, und sie führt in diesem Fall zu nicht befriedigender Haftung.
Ein weiterer Aspekt ist der Gasverbrauch und die Einschränkung solcher Systeme auf wenige Gase. Wegen der hohen Energiedichte muss die Plasmadüse gekühlt werden, was bei den meisten Herstellern mit einem hohen Fluss des Reaktionsgases realisiert wird. Plasmadüsen mit höheren Leistungen werden zusätzlich mit Wasser gekühlt. Dennoch ist bei allen ein hoher Gasfluss notwendig (5 bis 50 l/min, 4 bis 6 bar), was die Technik schnell verteuert, wenn für grössere Flächen mehrere Düsen gleichzeitig eingesetzt werden sollen, um den erforderlichen Durchsatz zu erreichen. Der Einsatz anderer Arbeitsgase wie Edelgase, was bei Sondermaterialien manchmal notwendig wäre, ist nicht nur aus Kostengründen limitiert und auf kleine Systeme mit geringer Leistung beschränkt. Wobei diese Systeme bisher auch nicht so flexibel sind, dass im Alltag je nach Anwendung einmal dieses oder jenes Arbeitsgas eingesetzt werden kann. Die Verwendung brennbarer oder gar explosiver Gase erfordert einen erheblichen Sicherheitsaufwand.
Bei kleinen Werkstücken, die man unter Umständen auch als Schüttgüter behandeln kann, kommt das Atmosphärenplasma schnell an seine wirtschaftliche Grenze, weil man in Batchprozessen eine höhere Taktzeit pro Teil erreichen kann. Reinigungsaufgaben, in denen die Spaltgängigkeit des Gases eine entscheidende Rolle spielt, wie es zum Beispiel bei ungünstigen Aspektverhältnissen der Fall ist, sind mit dem Atmosphärenplasma kaum zu lösen.
Industrieller Einsatz
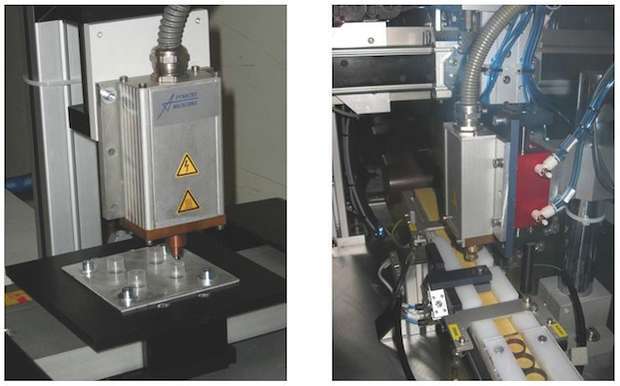
Überall dort, wo punktuell die Oberfläche von Werkstoffen aktiviert werden müssen, wird diese Technik eingesetzt, wie zum Beispiel beim Verkleben von Gehäusen, wo lediglich die Klebenut von Interesse ist. Dort wird die Plasmadüse oft direkt vor der Klebstoffraupe geführt. Die nachfolgende Liste soll lediglich die Vielfältigkeit des Einsatzgebietes verdeutlichen und ist keineswegs vollständig (Bild 8).
- «Weisse Ware»-Hersteller, Automobilindustrie: Aktivieren vor dem Verkleben von Dichtungen mit verschiedenen anderen Werkstoffen (Glas, Metall); Aktivieren vor dem Bedrucken
- Schreibwarenindustrie: Aktivieren vor dem Bedrucken
- Holzindustrie: Vorbehandlung vor dem Verleimen beziehungsweise Verkleben
- Elektronikindustrie: Vorbehandlung vor Kennzeichnungsdruck, BondpadCleaning
- Medizintechnik: Aktivieren vor dem Bedrucken beziehungsweise Kennzeichnen
- Folienhersteller: Vorbehandeln vor dem Bedrucken und Laminieren
- Textilindustrie: Vorbehandeln vor der Imprägnierung
| Bild 8: Plasmadüse, angebaut an einen 3-Achsen-Roboter (links) und eingesetzt in einer Fertigungslinie (Reinigen von Metallringen). |
Atmosphärenplasma – auf einen Blick
Trotz der geschilderten Nachteile besticht das Atmosphärenplasma durch den einfachen Aufbau und die hohe Flexibilität, wenn es um die Integration in Inline-Fertigungsprozesse geht. Bei geometrisch einfachen Werkstücken, die bei hohem Durchsatz sofort ohne Zwischenlagerung bedruckt oder verklebt werden sollen, ist die Plasmareinigung die Methode der Wahl. Bei sehr grossen Werkstücken, wie zum Beispiel dem Leitwerk eines Flugzeugs, ist die Plasmadüse die einzig sinnvolle Möglichkeit, diese hochwertige Oberflächenreinigung und -aktivierung anwenden zu können. Für nicht vakuumtaugliche Werkstücke ist das Atmosphärendruckplasma die einzige Methode, eine Feinstreinigung durchzuführen.
Niederdruckplasma
Die Reinigung und Aktivierung findet bei einem Druck von <100 Pa statt [9]. Das Abpumpen der Anlage auf diesen geringen Druck bedingt zwangsweise einen Batchbetrieb, der sich vor allem in schnelle Fertigungslinien nur mit grösserem Aufwand einfügen lässt. Werden die Niederdruck-Plasmaanlagen im Hinblick auf ihre Kapazität ausreichend dimensioniert, kann man sie jedoch durchaus auch in Fliessprozesse integrieren.
Aufgrund des geringen Drucks hat das aktivierte Gas eine hohe Spaltgängigkeit, so dass auch Oberflächen in Hinterschnitten oder in Strukturen mit schlechtem Aspektverhältnis gereinigt und aktiviert werden können. Dieser Gesichtspunkt hat vor allem dann Bedeutung, wenn mit Nassverfahren deswegen keine vernünftigen Ergebnisse mehr erzielbar sind.
Das Arbeiten bei geringem Druck bringt einige weitere Vorteile bei der Anpassung des Prozesses an das jeweilige Material mit sich. Bei den Gasen gibt es keine Beschränkung, was das Zünden des Plasmas angeht. Da im Niederdruck keine zündfähigen Gemische entstehen können, sind auch brennbare oder gar explosive Gase wie Wasserstoff einsetzbar, ohne die Sicherheitsvorkehrungen treffen zu müssen, die bei offenen Systemen notwendig sind. Aufgrund der geringen Gasflüsse ist dieses Verfahren im Betrieb kostengünstig, zumal für diese Anwendung auch eine Entsorgung in der Regel entfällt, da die Abgase aufgrund der geringen Kontamination über Dach geleitet werden können.
Im Niederdruckplasma werden bei der Aktivierung sehr viel mehr funktionelle Gruppen eingebaut. Damit dominiert der Effekt, der von der Funktionalisierung der Polymeroberfläche ausgeht, über jenen, der durch die Radikalbildung entsteht. Die Langzeitbeständigkeit der Oberflächenreinigung und -aktivierung ist daher bedeutend höher.
Aufbau von Niederdruck-Plasmaanlagen
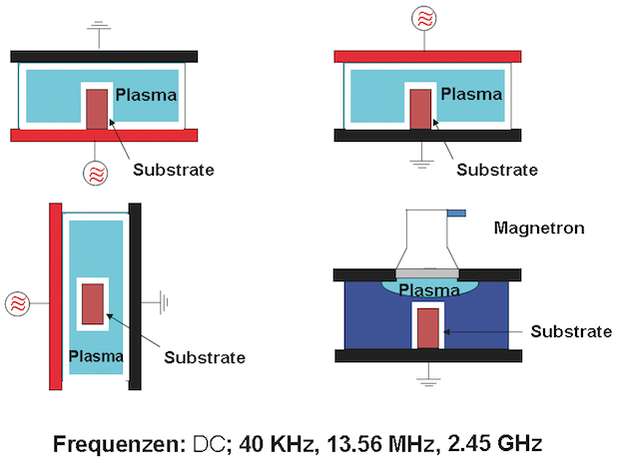
Allen Anlagen gemeinsam ist der Rezipient, dessen Dimension und Geometrie der Anwendung angepasst ist. Zur Erzeugung des Plasmas werden Hochspannungen verschiedener Frequenzen eingesetzt: gängig sind 40 KHz, 13,56 MHz und 2,45 GHz, wobei zunehmend auch Anlagen mit anderen Frequenzen auf den Markt kommen.
Anlagen, die mit 2,45 GHz betrieben werden, erzeugen ein inhomogenes Plasma rund um das Fenster, über das die Mikrowelle eingespeist wird [10]. Die Dichte der ionisierten und aktivierten Gasatome oder -moleküle ist sehr hoch, so dass man diese Frequenz für Remotetechniken einsetzen kann, in denen die Behandlungskammer von der Plasmakammer getrennt ist. Dies ist ein Trick, um temperatur- und lichtempfindliche Werkstücke behandeln zu können. Reagieren die Substrate jedoch empfindlich auf elektromagnetische Strahlung wie unter Umständen (bestückte) Leiterplatten, sollte man mit diesem Aufbau vorsichtig sein.
Werden die Anlagen mit den anderen Frequenzen betrieben, sind sie wie ein elektrischer Kondensator aufgebaut. An eine Elektrode wird die Hochspannung angelegt, und der geerdete Rezipient aus Aluminium oder Edelstahl bildet die Gegenelektrode. Je nachdem, auf welchem elektrischen Potential die Werkstücke gelagert sind, kann man verschiedene Effekte erzielen. Damit steht eine zusätzliche Stellschraube zur Optimierung des Behandlungsergebnisses zur Verfügung. Dies gilt vor allem, wenn das Werkstück elektrisch leitend und nicht temperaturempfindlich ist. Auch hier spielt die Empfindlichkeit gegenüber elektromagnetischer Strahlung eine Rolle, die aber bei den kleinen Frequenzen um 40 KHz vernachlässigbar ist.
Mitunter ist es unerwünscht, dass das Werkstück mit Material, das aus den Reaktorwänden stammt, kontaminiert wird. Dies gilt vor allem dann, wenn es sich um gezielt dotierte Substrate handelt. In diesem Fall werden Quarzreaktoren eingesetzt, die entweder die Elektroden ausserhalb haben oder bei denen das Plasma induktiv erzeugt wird. Damit ist eine Kontamination des Substrats durch Metallatome aus den Reaktorwänden unterbunden (Bild 9).
| Bild 9: Prinzipskizze einer Niederdruck-Plasmaanlage mit unterschiedlichen Lagerungsmöglichkeiten der Substrate. |
Grenzen des Niederdruckplasmas
Im Niederdruckplasma entsteht Vakuum-UV-Licht (l<280 nm) in nennenswerter Intensität. Wie bereits vorstehend ausgeführt, kann dies bei UV-empfindlichen Werkstücken ein limitierender Faktor sein, was im Einzelfall zu prüfen ist. Poröse Materialien oder Werkstücke mit Hohlräumen sind für Behandlungen im Vakuum mitunter nicht geeignet. Sie verhalten sich beim Evakuieren wie Schwämme, die nur zögerlich die eingeschlossene Luft abgeben. Dies führt dann zu überlangen Zykluszeiten jenseits wirtschaftlich vernünftiger Grenzen. Hohlräume müssen Entlastungsbohrungen haben, will man nicht ein Aufreissen des Materials riskieren, denn im Hohlraum herrscht während der Plasmabehandlung ein Überduck von nahezu einer Atmosphäre.
Der Aufwand für die Evakuierung und somit auch die Investitionskosten sind für eine Niederdruck-Plasmaanlage hoch und stossen schnell an die Grenze der Wirtschaftlichkeit, wenn die Werkstücke grosse Dimensionen annehmen. Wie jeder Batchprozess stört auch die Plasmaanlage in Fliessprozessen in der Fertigung. Dies kann durch die Erhöhung der Kapazität der Anlage und/oder durch die Verwendung von Materialpuffer gelöst werden, wenn die Taktzeit des Fertigungsprozesses nicht zu hoch ist. Niederdruck-Plasmaanlagen, die von Luft zu Luft arbeiten, sind technisch möglich, aber aufgrund der Vakuumtechnik sehr teuer, so dass sie sich nur für Produkte mit hoher Wertschöpfung realisieren lassen.
Industrieller Einsatz
Die Technik der Feinstreinigung im Niederdruckplasma wird in einigen Industriezweigen eingesetzt und ist dort auch kaum mehr wegzudenken. Auch hier bildet die nachfolgende Liste nur auszugsweise die Vielfältigkeit der industriellen Einsatzmöglichkeiten ab (Bild 10).
- Automobilindustrie: Aktivieren von Kunststoffbauteilen vor dem Lackieren; Aktivieren von Kunststoffgehäusen vor dem Vergiessen von Bauteilen
- Sportartikelhersteller: Aktivieren vor dem Lackieren und Verkleben
- Optikindustrie: Feinstreinigung vor dem Beschichten von optischen Gläsern
- Medizintechnik: Hydrophilierung von Oberflächen; Sterilisierung
- Elektronikindustrie: Bondpadcleaning; Entfernung von Verunreinigung, die das Schwingungsverhalten zum Beispiel von Quarzen beeinträchtigen
- Leiterplattenindustrie: Bohrlochreinigung; Aktivierung vor dem Verpressen; Aktivierung von Stopplacken
|
Bild 10: Niederdruck-Plasmaanlage, wahlweise ausgestattet mit einem Warenträger oder einer Drehtrommel (kundenspezifische Anfertigung, Volumen bis zu 5 m3).
|
Niederdruckplasma-Reinigung – auf einen Blick
Trotz der genannten Grenzen ist das Niederdruckplasma ein mächtiges Werkzeug, um hochreine und aktivierte Oberflächen zu erhalten. Die Prozesse lassen sich über eine Reihe von Parametern an die Erfordernisse des Werkstücks anpassen. Bei entsprechender Prozessführung sind polymere Werkstücke in sauberer Umgebung zumindest über ein Wochenende in der Regel aber über Wochen lagerbar. Metallische Werkstücke können in einem weiteren Prozessschritt wieder von der Oxidationsschicht befreit werden, die zwangsweise durch die Reinigung entstanden ist.
Die Betriebskosten der Plasmaanlage sind im Verhältnis zu anderen Reinigungsmethoden gering. Meistens werden Gase wie Sauerstoff, Stickstoff, Luft, Wasserstoff und Argon mit geringen Durchflüssen eingesetzt, die alle umweltneutral sind, so dass man die Abgase über Dach leiten kann.
Welche Plasmareinigung?
Im Plasma können keine Partikel, anorganische Verunreingungen und schmutzige (von Öl triefende) Werkstücke gereinigt werden. Es ersetzt daher nicht die nasschemische Reinigung, sondern ergänzt sie, wenn letztere zu Ergebnissen führt, die nicht der geforderten Spezifikation entsprechen. Die Plasmareinigung führt zu «nackten» und aktivierten Oberflächen mit hoher Oberflächenspannung, die eine Voraussetzung für eine sehr gute Haftung sind.
Die Entscheidung zwischen Atmosphären- und Niederdruckplasma hängt von der Anwendung und den Fertigungsbedingungen ab, wobei nicht nur auf die Investitionskosten sondern auch auf die späteren Betriebskosten geachtet werden sollte [11]. Die Parameter, die für diese Entscheidung die wichtigste Rolle spielen, sind:
- Lagerstabilität
- Spaltgängigkeit
- Vakuumtaugliches Werkstück
- Geometrie des Werkstücks
- Grösse des Werkstücks
- Integration in eine Fliessfertigung
Welche der beiden Methoden eingesetzt werden soll, hängt also sehr stark von den jeweiligen Bedingungen und Anforderungen und nicht zuletzt von der geforderten Qualität des Ergebnisses ab.
Erläuterungen
[1] Man darf sich von der «guten» Benetzbarkeit rauer Oberflächen nicht täuschen lassen. Flüssigkeiten werden durch die Kapillarkräfte auseinander gezogen, sie benetzen in Wirklichkeit aber nicht die Oberfläche.
[2] Gerd Wedler: Lehrbuch der physikalischen Chemie. 2. Auflage (1985),Kap. 2.7.4, VCH Verlagsgesellschaft mbH, Weinheim
[3] Die Einheit der Arbeit/vergrösserte Fläche ist J/m2. Setzt man für J die Masseinheit Nm ein und kürzt, dann kommt man auf die nicht einfach durchschaubare Einheit N/m. Da es sich um kleine Kräfte handelt, wird meistens die um den Faktor 10-3 kleinere Einheit mN/m gewählt.
[4] Das eingesetzte CO2ist ein Abfallprodukt aus anderen chemischen Prozessen. Es wird nicht für diesen Zweck hergestellt. Man achte aber bei der Verwendung dieser Methode auf die erstickende Wirkung dieses Gases.
[5] Einführende Literatur: Franz G.: Kalte Plasmen, Springer-Verlag, Berlin, Heidelberg 1990; Rutscher A., Deutsch A.: Plasmatechnik – Grundlagen und Anwendungen, Carl Hanser Verlag, München 1984; Frey H., Kienel G.: Dünnschichttechnologie, VDI Verlag Düsseldorf, 1987
[6] Radikale sind Atome oder Moleküle, die ein einsames Elektron besitzen. Solche Verbindungen sind extrem reaktionsfreudig und nur unter bestimmten Bedingungen über längere Zeit beständig. Solche Bedingungen können eine sterische Abschirmung oder die Möglichkeit der Verteilung der «überschüssigen» Ladung über ein ganzes Molekül sein. Beides kann bei polymeren Festkörpern zutreffen, wenn auf deren Oberfläche Radikalbildung stattfindet.
[7] PMMA: Poly(methylmethacrylat); PP: Polypropylen; POM: Polyoxymethylen (Polyformaldehyd)
[8] Abbildung mit freundlicher Genehmigung der Firma Advanced Machines Sárl, 1401 Yverdon-les-Bains
[9] 1 Pa = 10-2mbar
[10] Diese Frequenz wird auch in Mikrowellenöfen im Haushalt eingesetzt. Dementsprechend sind die Magnetrone (Erzeuger der Mikrowelle), die in Plasmaanlagen eingesetzt werden, zumindest bei niedrigen Leistungen identisch mit denen in den Haushaltsgeräten.
[11] Hegemann D.: Vakuum in Forschung und Praxis, 23.6, 28, 2011
HegemannD.,Schrauwen C.: Vorträge auf dem Neuen Dresdner Vakuumtechnischen Kolloquium, 19.-21.10.2011, zitiert aus Galvanotechnik, 103, 163, 2012.
Plasonic Oberflächentechnik GmbH
Carl-Zeiss-Strasse 9
D-70839 Gerlingen
Tel. +49 7156 943 90
Fax +49 7156 943 98 23
www.plasonic.de




