
 Des abonnements
Des abonnements
13 avril 2012 |
Oberflächen POLYSURFACES 02/2012 |
Technique de revêtement
Les revêtements PVD/DLC utilisés dans le luxe et dans la décoration
Christian Manasterski
Les revêtements obtenus par la technologie PVD sont employés depuis relativement longtemps dans le milieu horloger; plus récemment les revêtements DLC ont pris un essor très important. Ce texte fait le point sur ces revêtements ainsi que sur les technologies qui permettent de les mettre en œuvre.
Depuis déjà un bon nombre d’années, l’industrie horlogère utilise pour ses finitions de surfaces, la technologie des revêtements PVD. Même si les débuts ont été quelquefois laborieux; notamment en ce qui concerne la maitrise des couches du point de vue des performances (tenue à l’usure et à la corrosion) et du point de vue de l’aspect (reproductibilité des couleurs), la fiabilité de ces revêtements n’a pas cessée de croitre au fil du temps.
Plus récemment les revêtements DLC servis par des technologies PVD, arc cathodique ou PECVD ont faits leur apparition dans l’horlogerie. Mais c’est surtout l’industrie des moteurs de compétition qui a fait progresser ces revêtements. Aujourd’hui, dans un moteur de F1, il n’existe pratiquement plus une pièce qui ne soit pas traitée DLC.
Une récente étude commerciale effectuée au sein du groupe Surfaces Synergie fait apparaitre que parmi les horlogers utilisant les revêtements sous vide: 75% utilisent les revêtements PVD, 4% seulement utilisent exclusivement les revêtements DLC et enfin 16% utilisent les deux techniques combinées. Ces chiffres n’engagent bien entendu que leurs auteurs.
Les revêtements PVD
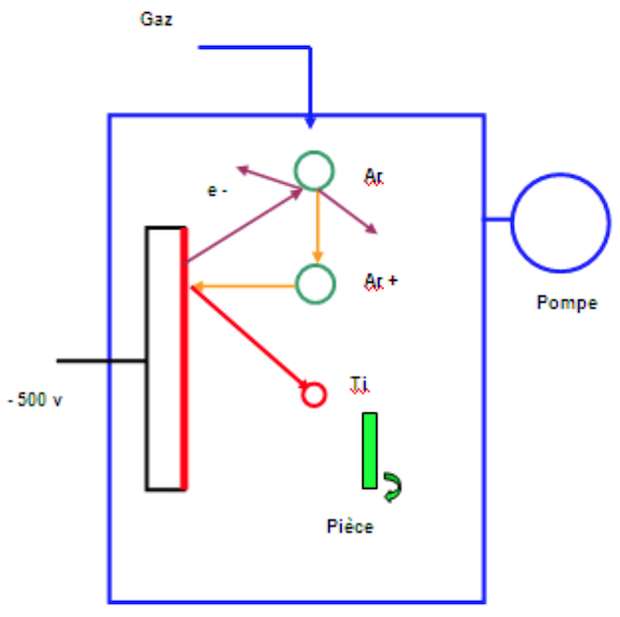
Le principe des revêtements obtenus par la technologie PVD est relativement bien connu depuis un certain nombre d’années. On le rappelle brièvement (fig. 1): Dans une enceinte mise sous vide, une plaque métallique appelée cible est constituée du métal que l’on désire déposer. On applique à cette cible un potentiel négatif de quelques centaines de volts. On introduit un gaz capable de constituer un plasma (Ar). Sous l’action du champ électrique de la cathode, l’Ar se transforme en ions Ar+ qui viennent se précipiter à grande vitesse sur la cible (quelques milliers de km/s).

| Fig. 1. Schéma de principe de la technologie PVD. |
Sous les impacts répétés, des atomes de la cible sont arrachés et viennent se déposer sur la pièce à revêtir mise à une distance calculée de la cible.
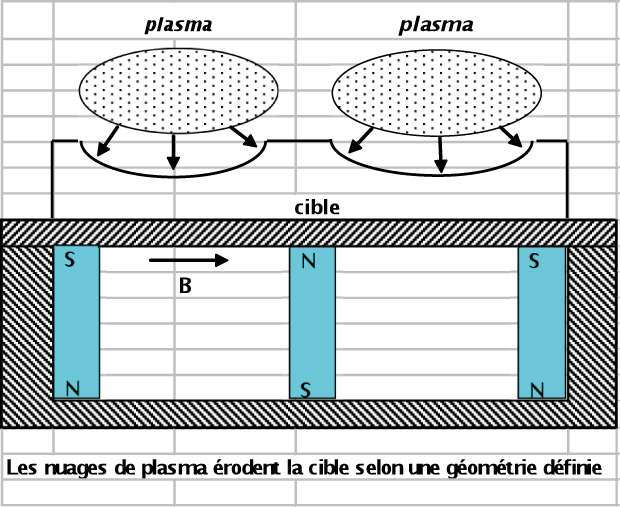
Les équipements PVD restent des ensembles complexes et onéreux qui sont desservis par du personnel très qualifié. La pièce maitresse de ces machines reste sans conteste, la cathode magnétron (fig. 2). C’est d’ailleurs l’invention de cette dernière dans les années septante, qui a permis le développement industriel des revêtements PVD, jusqu’alors, simple curiosité de laboratoire.

|
Fig. 2. Le principe du magnétron.
|
On s’est aperçu à cette époque, qu’en superposant au champ électrique appliqué à la cathode, un champ magnétique (constant ou variable) perpendiculaire, on arrivait à piéger les électrons proches de la cible (du fait de leur faible masse) et éviter qu’ils n’aillent se perdre de manière diffuse en impactant les parois de la machine. Du coup, cette concentration importante d’électrons au voisinage de la cible allait permettre d’augmenter très significativement les vitesses de déposition et faire basculer cette technique, vers l’industrie.
Les revêtements PVD actuellement exploités peuvent être réactifs ou non réactifs. Ces derniers représentent un intérêt plus limités car on se contente dans ce cas, de déposer sur un substrat le métal qui constitue la cible, sans que celui-ci ne prenne des propriétés particulières. Les dépôts réactifs peuvent toutefois être intéressants soit pour des métaux difficiles à déposer par voie galvanique (par exemple le titane) ou pour des alliages impossibles à déposer autrement (revêtement d’alliage inox).
Le PVD réactif est lui plus intéressant, car il permet d’obtenir à partir de métaux, des céramiques aux propriétés remarquables qui ne se synthétisent pas naturellement sur Terre, car les conditions de pression et de température ne le permettent pas. On peut ainsi à partir de l’azote (N2) constituer des nitrures; à partir d’un hydrocarbure (CH4 ou C2H2) synthétiser des carbures; ou encore des oxydes à partir d’oxygène (O2).
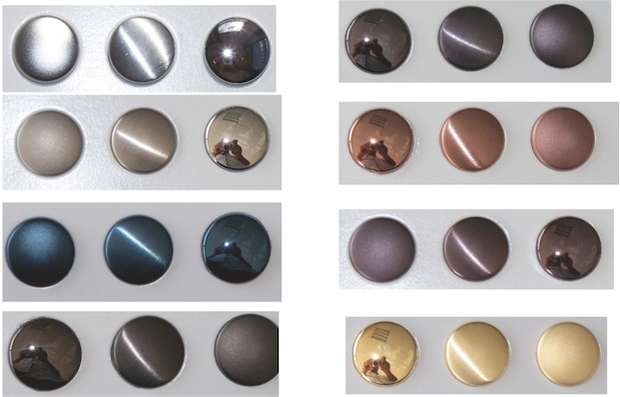
On peut également combiner plusieurs gaz ou plusieurs métaux en même temps. Le résultat est particulièrement attractif car les céramiques en question allient avec leurs propriétés mécaniques remarquables, une esthétique parfaite qui se décline en bons nombres de coloris qu’il n’est pas possible d’obtenir par voie galvanique (fig. 3). On peut ainsi obtenir des revêtements qui partent d’un gris très blanc pour arriver au noir profond. On peut également aller du jaune au brun ou du bleu au violet. De nouvelles teintes sont à l’étude chez la plupart des spécialistes de la technique du vide.

|
Fig. 3. Palettes des couleurs obtenues en PVD.
|
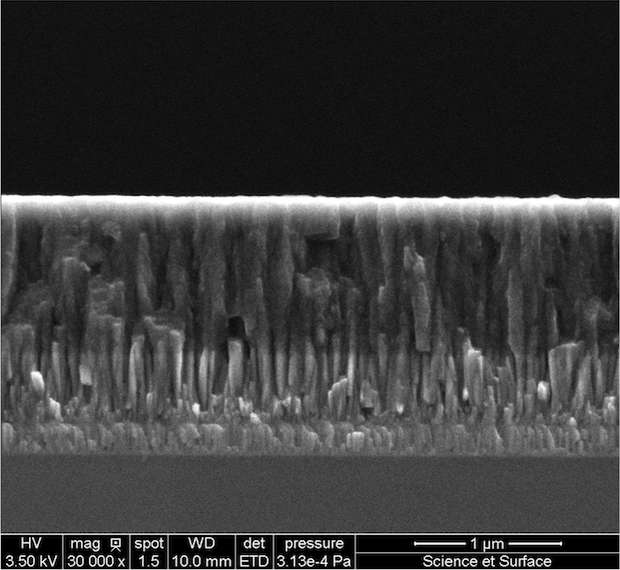
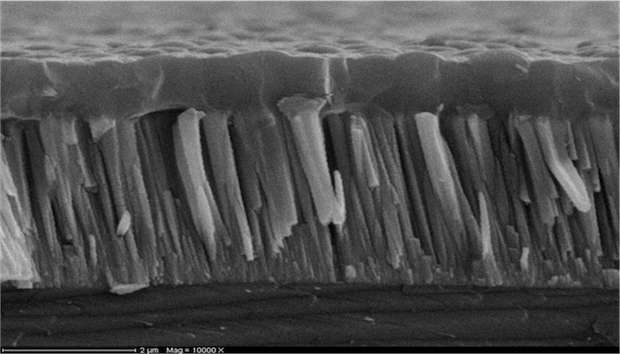
Côté performances techniques, les couches PVD ont une structure colonnaire marquée (fig. 4) plus ou moins dense selon les paramètres de déposition. Cette structure conduit à une résistance à la corrosion, qui est bonne en milieu standard, mais pas toujours suffisante dans des conditions sévères ou très sévères. L’adhérence des couches est excellente car le procédé est assez énergétique (environ 10 eV). Les couches ont une épaisseur qui varie généralement de 0,5 à 3 µm.

|
Fig. 4. Structure colonnaire d’un revêtement PVD.
|
Le compromis entre la dureté (environ 1800 HV), la résistance à l’usure qui est excellente et le relatif faible taux de contraintes internes (300 MPa), fait des revêtements PVD des candidats attractifs qui ont séduit nombre d’industriels dans le milieu du luxe, de la décoration et plus particulièrement dans celui de l’horlogerie. Les revêtements PVD sont appliqués dans tous les domaines du luxe: lunetterie, bijouterie, maroquinerie, instrument à écrire et bien entendu, horlogerie.
Les revêtements DLC
Un abus de langage très courant (repris même dans cet article), consiste à parler de revêtements PVD, alors que le terme PVD sous-entend une technique d’application. En revanche, les revêtements DLC eux correspondent réellement à une couche qui est appliquée par diverses technologies dont le PVD.
Le terme DLC (Diamond Like Carbon) est réservé à des revêtements contenant presque uniquement du carbone et de l’hydrogène. Ils sont de couleur gris foncés à noirs et possèdent des propriétés de dureté, de résistance au frottement tout à fait exceptionnelles. La mise au point des revêtements DLC remonte à 10 ou 20 ans seulement.
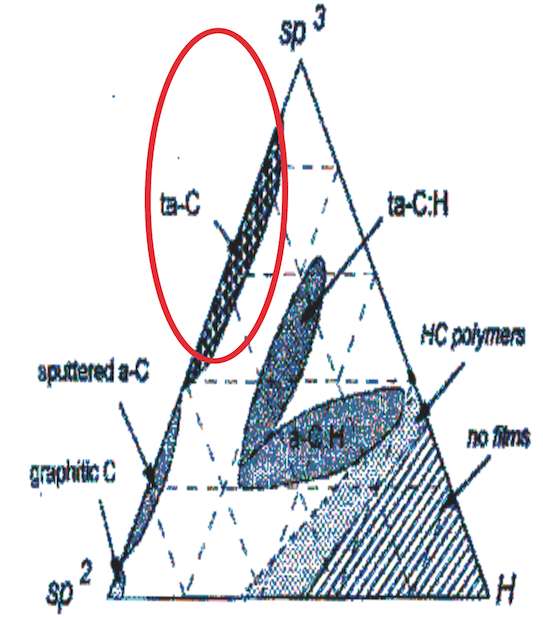
Les formes cristallisées du carbone sont principalement au nombre de 2: ces variétés allotropiques appelées hybridations, confèrent au carbone certaines propriétés très différentes selon qu’il se trouve sous une forme ou sous une autre, alors que chimiquement parlant il s’agit toujours de carbone pur de formule chimique C. La première hybridation appelée sp2 correspond à la forme graphite du carbone (état stable, mou, noir, conducteur thermique et électrique, de structure h.c). La deuxième hybridation appelée sp3 correspond à la forme diamant du carbone (état métastable, dur, transparent, isolant, de structure c.f.c).

|
Fig. 5.Diagramme ternaire des hybridations sp2/sp3 et H.
|
La structure amorphe du carbone (dépôt DLC) est obtenue en incluant une proportion variable d’hybridation sp3, dans une matrice sp2. C’est donc bien l’hybridation sp3 (diamant) qui est à l’origine des propriétés étonnantes des revêtements DLC. Le diagramme ternaire H-sp2-sp3 (fig. 5) montre bien qu’il n’existe pas un revêtement DLC, mais une multitude de revêtements DLC selon la proportion de chacun des éléments. On peut donner en exemple un revêtement DLC de composition:
| sp (hybridation C2H2): | 15% |
| sp2: | 65% |
| sp3: | 20% |
Ces revêtements se classent en quattre familles qui dépendent essentiellement de la technique d’élaboration:
-
a – C: carbone amorphe: H<5%, 40%
- ta – C: tétra amorphe Carbone: H<5%, 80%
- a – C: H: carbone amorphe hydrogéné: 20%
- ta – C: H: tétra amorphe carbone hydrogéné: 20%
- ta – C: tétra amorphe Carbone: H<5%, 80%
On retrouve ici, le % d’hydrogène inclus dans la couche, ainsi que le % de l’hybridation sp3. D’autres éléments peuvent intervenir en petites quantités dans la composition; ils servent de dopants, et c’est sur ceux là que les couches DLC se développent aujourd’hui.
Les principales propriétés des couches DLC sont les suivantes:
- très grande dureté (de 2000 à 8000 HV)
- structure amorphe du revêtement, donc bonne étanchéité de la couche
- faible coefficient de frottement
- inertie chimique importante du carbone
- bio-compatibilité
- revêtement anti-adhérent
- point négatif: très grosses contraintes dans la couche pouvant conduire à des lacunes d’adhérence (jusqu’à 2 GPa) ou à des écaillages
La figure 6 montre la différence entre une structure PVD colonnaire et la couche amorphe de DLC (en top coat sur la photo MEB).
Technologies permettant la réalisation de couches DLC:
- Les couches du type a – C, sont généralement déposée par la technologie PVD avec une cathode magnétron portant une cible graphite. Une puissance relativement faible suffit, car au-delà on obtient une poudre de graphite. La vitesse de déposition est très faible (plusieurs heures pour déposer un seul micron).
- Les couches du type ta – C sont souvent déposées par la technologie de l’arc cathodique (le plus souvent filtré pour éviter les droplets). On ne dépasse guère 0,5 µm car les contraintes induites par cette technologie très énergétique sont énormes et engendrent logiquement des duretés exceptionnelles (jusqu’à 8000 HV).
- Les couches a – C: H (et ta – C: H) sont souvent réalisées en PACVD / PECVD. Elles sont un peu moins dures car on y inclut une certaine quantité de H2. En revanche, elles peuvent être plus épaisses (3 à 5 µm).
Ce sont les formulations les plus utilisées en décoratif horloger. Dans ces technologies, apparentées au CVD (réaction chimique), c’est la formation d’un plasma basse température qui communique son énergie en lieu et place d’une température élevée nécessaire en traitement CVD classique (1000 °C).

|
Fig. 6. Structure colonnaire du PVD et structure amorphe du DLC (en top coat).
|
Conclusions
Les revêtements DLC ont pris ces dernières années une part de plus en plus importante dans le marché du décoratif haut de gamme. Son développement doit également beaucoup l’engouement des dernières années pour la couleur noire. Du fait de son classement parmi les technologies «hightech» l’utilisation des revêtements DLC fait généralement l’objet d’une communication marketing.
En dehors du secteur décoratif, ces revêtements sont largement utilisés dans les pièces de moteurs de compétition automobile. On recherche la réduction drastique des frottements et l’apport d’une résistance à l’usure très importante dans les pièces soumises à des conditions extrêmes comme les turbopompes par exemple.
Enfin, du fait de leur biocompatibilité, les revêtements carbones sont également de plus en plus utilisés dans les prothèses articulaires soumis à une usure importante.
Christian Manasterski
Responsable R & D
Surfaces Synergie groupe (SSH)
8, rue de la Batheuse
F-25120 Maîche
Tél. +33 3 81 64 31 22
Fax +33 3 81 64 30 28
c.manasterski@surfaces-synergie.com
Président Section Romande de la SST




