
 Des abonnements
Des abonnements
26 mars 2015 |
Oberflächen POLYSURFACES 06/2014 |
Entreprise
Modernes Oberflächenzentrum für Edelstahl
La valeur utile de l’acier inoxydable est principalement déterminée par sa résistance à la corrosion. La valeur intrinsèque de l’alliage se justifie généralement par sa valeur utile. En plus de l’alliage, la qualité de surface a une certaine influence sur la valeur utile.
Wesentliche Verfahren, um hochwertige funktionelle und dekorative Oberflächen zu erzeugen, sind chemischer oder elektrochemischer Natur. Auf diesem Gebiet sind in den letzten Jahren, nicht zuletzt durch massgebliche Entwicklungen von Poligrat, deutliche Fortschritte erzielt worden. Um diese Techniken für den Markt besser zugänglich zu machen, wurde in Pfungstadt auf einer Fläche von rund 5000 m² zur chemischen und elektrochemischen Bearbeitung von Edelstahloberflächen ein leistungsfähiges Zentrum errichtet. In diesem Betrieb können Teile bis zu 10 m Länge mit folgenden Verfahren bearbeitet werden:
- Elektropolieren
- Beizen
- Korrosionsschutz («Polinox Protect» und «Polinox Protect TC»)
- Oberflächenschutz («Poliant»)
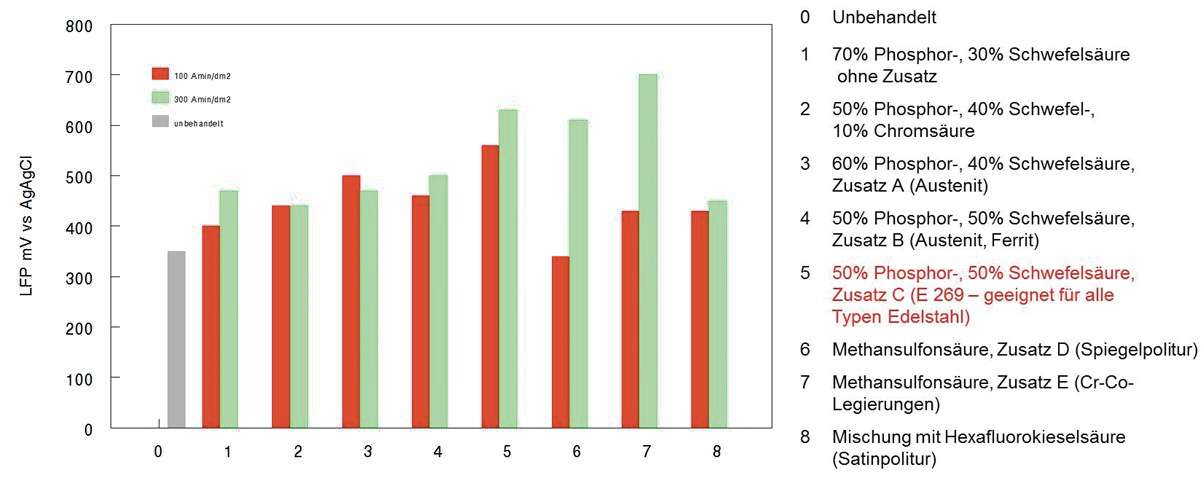
Bild 1: Einfluss von Elektrolyten auf die Lochfrassbeständigkeit von Edelstahl in Beilby-Schicht (rot) und Grundwerkstoff (grün).
|
Elektropolieren
Das Elektropolieren ist ein zuverlässiges Verfahren, um gestörte und minderwertige Oberflächenschichten zu entfernen, welche die Ausbildung einer hochwertigen Passivschicht mit einer entsprechend hohen Korrosionsbeständigkeit behindern können. Es liefert gleichzeitig eine Reihe zusätzlicher, wertvoller Gebrauchseigenschaften, zum Beispiel
- Dekorativen Glanz
- Mikroglatte Oberflächen
- Metallisch reine und optimal zu reinigende Oberflächen
- Passivität
- Hohe Dauerfestigkeit durch die Entfernung von Risskeimen
- Grat- und Partikelfreiheit
Das Elektropolieren verursacht von den vorstehend genannten Verfahren die höchsten Kosten. Es ist dann wirtschaftlich, wenn neben einer hohen Korrosionsbeständigkeit auch weitere funktionale oder dekorative Eigenschaften gefordert sind.
Poligrat entwickelt und vermarktet seit über 60 Jahren Elektropolierverfahren. Ein Schwerpunkt der Anwendung ist die Bearbeitung von Edelstahl. Der Entwicklung der Anwendungen und der Werkstofftechnik folgend, die mittlerweile deutlich mehr als 150 verschiedene Edelstahlqualitäten hervorbrachte, bietet das Unternehmen mit dem neuen Elektrolyten E 269 erstmals einen Universalelektrolyten an. In ihm sind alle Edelstahlqualitäten gleichermassen mit höchster Qualität und im Vergleich zum bisherigen Stand der Technik mit substantiell geringerem Zeit-, Energie- und Materialaufwand bearbeitbar.
Im Zusammenhang mit der Entwicklung dieses Universalelektrolyten wurde untersucht, welchen Einfluss der verwendete Elektrolyt auf die Korrosionsbeständigkeit der elektropolierten Oberflächen hat. Untersucht wurde die Korrosionsbeständigkeit auf dem Werkstoff 1.4301 mit geschliffener Oberfläche nach einem Abtrag von 5 μm (im Schliffgefüge) und von 30 μm (im Grundgefüge). Dabei zeigte es sich, dass der verwendete Elektrolyt die erzielte Korrosionsbeständigkeit überraschend stark beeinflusst (Bild 1).
Gegenüber dem bisherigen Stand der Technik bewirkt der Elektrolyt E 269 eine deutlich höhere Korrosionsbeständigkeit und arbeitet etwa 35 bis 60% schneller. Er verbraucht 40 bis 60% weniger Energie und Chemikalien. Der Hersteller leistet damit einen wesentlichen Beitrag zu Wirtschaftlichkeit, Nachhaltigkeit und Ressourcenschonung (Bild 2).
 Bild 2: Das Beizbad hat eine Länge von 10 m. Bild 2: Das Beizbad hat eine Länge von 10 m. |
Beizen
Das chemische Beizen stellt eine leicht abtragende, intensive Reinigung der Oberflächen dar. Einige Mikrometer der Werkstoffschicht sowie Zunder, Anlauffarben und die bestehende Passivschicht werden entfernt, ebenso wie Verunreinigungen durch Eisen oder Werkzeugabrieb. Das Ergebnis ist eine metallisch saubere, silbrig helle, leicht matte Oberfläche. Diese erhält erst später durch die Ausbildung einer dichten und homogenen Passivschicht ihre Korrosionsbeständigkeit.
Beizen stellt das bekannteste und bislang kostengünstigste und meistens verwendete Verfahren dar, um Edelstahl nach der Verarbeitung die nötige Korrosionsbeständigkeit zu verleihen, wenn keine weiter gehende Qualitätsanforderung besteht. Der Betrieb in Pfungstadt verfügt über ein Beizbad mit Abmessungen von 10 x 3 x 3 m und eine ebenso grosse Tauchspülwanne. Ergänzt werden sie durch einen Sprühbeizplatz mit 12 x 6 m Abmessung, der mit einem Kunststoffboden ausgerüstet ist, um die Oberfläche von Teilen vor Beschädigungen zu schützen. Der Betrieb ist mit allen für den Umweltschutz erforderlichen Anlagen, einschliesslich Luftwäscher, ausgerüstet.
Das chemische Beizen stellt eine leicht abtragende, intensive Reinigung der Oberflächen dar. Einige Mikrometer der Werkstoffschicht sowie Zunder, Anlauffarben und die bestehende Passivschicht werden entfernt, ebenso wie Verunreinigungen durch Eisen oder Werkzeugabrieb. Das Ergebnis ist eine metallisch saubere, silbrig helle, leicht matte Oberfläche. Diese erhält erst später durch die Ausbildung einer dichten und homogenen Passivschicht ihre Korrosionsbeständigkeit.
Beizen stellt das bekannteste und bislang kostengünstigste und meistens verwendete Verfahren dar, um Edelstahl nach der Verarbeitung die nötige Korrosionsbeständigkeit zu verleihen, wenn keine weiter gehende Qualitätsanforderung besteht. Der Betrieb in Pfungstadt verfügt über ein Beizbad mit Abmessungen von 10 x 3 x 3 m und eine ebenso grosse Tauchspülwanne. Ergänzt werden sie durch einen Sprühbeizplatz mit 12 x 6 m Abmessung, der mit einem Kunststoffboden ausgerüstet ist, um die Oberfläche von Teilen vor Beschädigungen zu schützen. Der Betrieb ist mit allen für den Umweltschutz erforderlichen Anlagen, einschliesslich Luftwäscher, ausgerüstet.
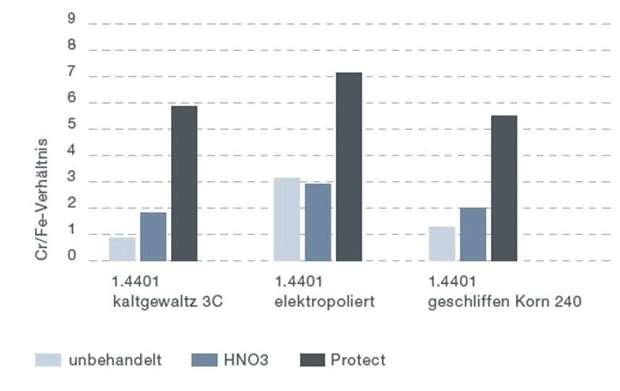
Bild 3: Chrom-Eisen-Verhältnis in der Passivschicht auf Edelstahl, Werkstoff 1.4401, abhängig von der Oberflächenbearbeitung.
|
Korrosionsschutz
Der Betrieb in Pfungstadt verfügt über die weltweit grösste Einrichtung mit zwei Prozessbädern und Nutzmassen von 6 x 1,6 x 1,6 m zur Anwendung der von Korrosionsschutzverfahren «Polinox Protect» und «Polinox Protect TC». Diese arbeiten nach einem vollständig neuen Prinzip. Das Verfahren verleiht Edelstahloberflächen eine überlegene Korrosionsbeständigkeit, vergleichbar zu höher legierten Qualitäten.
Der Betrieb in Pfungstadt verfügt über die weltweit grösste Einrichtung mit zwei Prozessbädern und Nutzmassen von 6 x 1,6 x 1,6 m zur Anwendung der von Korrosionsschutzverfahren «Polinox Protect» und «Polinox Protect TC». Diese arbeiten nach einem vollständig neuen Prinzip. Das Verfahren verleiht Edelstahloberflächen eine überlegene Korrosionsbeständigkeit, vergleichbar zu höher legierten Qualitäten.

Bild 4: Werkstoff 1.4571 mit Schweissnaht vor (links) und nach (rechts) der Behandlung mit dem Korrosionsschutzverfahren «Polinox Protect».
|
In der Automobilindustrie am Werkstoff 1.4301 durchgeführte Versuche haben gezeigt, dass an unbehandelten Oberflächen spätestens nach 50 h im Salzsprühtest Korrosion auftrat, während mit «Polinox Protect» behandelte Oberflächen 1000 h schadlos überstanden. Die Wirkung dieses Verfahrens beruht auf einer Tauchbehandlung des Edelstahls in einer organischen, biologisch abbaubaren und gefahrlosen, wässrigen Lösung. Sie entzieht bestehenden Passivschichten das darin enthaltene, die Korrosion fördernde Eisen und erhöht auf diese Weise wesentlich die Konzentration von Chromoxid, welche die Korrosionsbeständigkeit von Edelstahl bewirkt (Bild 3). Zunder und Anlauffarben werden bei der Behandlung mit «Polinox Protect» in funktionale Passivschichten umgewandelt, so dass ein vorheriges Beizen entfallen kann (Bild 4 und 5).

Bild 5: Lochfrasspotential auf dem Werkstoff 1.4571 im Bereich von Grundwerkstoff, Wärmeeinflusszone und Schweissnaht.
|
Die Behandlung mit «Polinox Protect» kann vorteilhaft verbunden werden mit einer kurzen thermischen Nachbehandlung im Bereich von 180 bis 200 °C und einer Dauer von 5 bis 10 min. Dabei wird die Passivschicht in eine Doppelschicht umgewandelt und in ihrer Wirkung nochmals deutlich verstärkt. Diese kombinierte Behandlung wird als «Polinox Protect TC» bezeichnet (Bild 6).

Bild 6: Einfluss der unterschiedlichen Oberflächenbehandlungen auf das Lochkorrosionspotenzial von Edelstahl 1.4301. Daraus geht hervor, dass im Vergleich hinsichtlich erzielbarer Korrosionsbeständigkeit und Kostenaufwand «Polinox Protect» und «Polinox Protect TC» die günstigsten Verfahren sind.
|
Bei der Behandlung von Edelstahloberflächen mit diesen Korrosionsschutzverfahren werden nur sehr geringe Mengen von Eisen und sonst keinerlei Metalle aus den Oberflächen herausgelöst. Der chemische Verbrauch der Bäder ist somit vernachlässigbar gering. Durch Kreislaufführung der Spülwässer und Rückgewinnung der Ausschleppungsverluste wird der Prozess vollständig abwasser- und abfallfrei betrieben. Im Vergleich zum Beizen ermöglicht dies sogar etwas geringere Prozesskosten. Im Vergleich zum Beizen kommt dazu, dass «Polinox Protect» keine Gefahrstoffe enthält und keine Umweltbelastung verursacht. Hinsichtlich Arbeitssicherheit, Nachhaltigkeit, Umweltschutz und Ressourcenschonung ist es daher dem chemischen Beizen klar überlegen (Tabelle 1).

Tabelle 1: Produktionskosten (Euro/m2) für die Oberflächenbehandlung von 10 m2/h bei Zweischichtbetrieb ohne Logistik sowie Raum- und Gemeinkosten.
|
Oberflächenschutz
Ein wirksamer Schutz von Edelstahloberflächen gegen Verschmutzung durch Fingerabdrücke, Graffiti und sonstige Verunreinigungen erhöht deren Gebrauchswert bedeutend. Die farblos-transparente, glaskeramische Beschichtung «Poliant» von 1 bis 3 µm Dicke ist weder optisch noch haptisch auffällig. Fingerabdrücke sind kaum erkennbar und Schmierereien von den beschichteten Oberflächen leicht und rückstandsfrei abzuwischen. Staub, Schmutz und sonstige Beläge haften kaum und sind durch Regen oder Abwaschen entfernbar.
Die Beschichtung wird seit über fünf Jahren in den Bereichen Architektur, Automobilbau, Sanitärausrüstung, Medizintechnik, Verkleidungen in Maschinen- und Gerätebau und Küchengeräten erfolgreich eingesetzt. Sie kann auf jeden Oberflächenfinish aufgebracht werden. Die Beschichtung ist anorganisch, lebensmittelecht, bauaufsichtlich zugelassen und beständig gegen Alterung, UV-Strahlen und Temperaturen bis rund 400 °C. Sie wird im Spritzverfahren aufgebracht und anschliessend bei etwa 200 °C eingebrannt. Das neue Oberflächenzentrum in Pfungstadt verfügt über eine automatische Beschichtungsanlage für Teilegrössen bis 3 x 1,5 x 1,5 m. Eine Beschichtungsanlage für Bleche bis zur maximalen Abmessung von 6 x 2 m ist ab Herbst 2014 verfügbar.
Poligrat GmbH
D-81829 München
www.poligrat.de
Ein wirksamer Schutz von Edelstahloberflächen gegen Verschmutzung durch Fingerabdrücke, Graffiti und sonstige Verunreinigungen erhöht deren Gebrauchswert bedeutend. Die farblos-transparente, glaskeramische Beschichtung «Poliant» von 1 bis 3 µm Dicke ist weder optisch noch haptisch auffällig. Fingerabdrücke sind kaum erkennbar und Schmierereien von den beschichteten Oberflächen leicht und rückstandsfrei abzuwischen. Staub, Schmutz und sonstige Beläge haften kaum und sind durch Regen oder Abwaschen entfernbar.
Die Beschichtung wird seit über fünf Jahren in den Bereichen Architektur, Automobilbau, Sanitärausrüstung, Medizintechnik, Verkleidungen in Maschinen- und Gerätebau und Küchengeräten erfolgreich eingesetzt. Sie kann auf jeden Oberflächenfinish aufgebracht werden. Die Beschichtung ist anorganisch, lebensmittelecht, bauaufsichtlich zugelassen und beständig gegen Alterung, UV-Strahlen und Temperaturen bis rund 400 °C. Sie wird im Spritzverfahren aufgebracht und anschliessend bei etwa 200 °C eingebrannt. Das neue Oberflächenzentrum in Pfungstadt verfügt über eine automatische Beschichtungsanlage für Teilegrössen bis 3 x 1,5 x 1,5 m. Eine Beschichtungsanlage für Bleche bis zur maximalen Abmessung von 6 x 2 m ist ab Herbst 2014 verfügbar.
Poligrat GmbH
D-81829 München
www.poligrat.de
CH-Vertretung:
Poligrat AG
Weidenweg 17
4310 Rheinfelden
Tel. 061 835 50 80
Fax 061 835 50 85
marc.vernier@poligrat.ch
www.poligrat.ch




