
 Des abonnements
Des abonnements
15 avril 2014 |
Oberflächen POLYSURFACES 01/2014 |
Nettoyage
Zielgenaue Teilereinigung mit Ultraschall
Suivant le principe général de nettoyage «pour dissoudre, il faut être semblable», les méthodes de nettoyage chimique par voie humide s’effectuent, soit en milieu aqueux, soit dans des solvants, en fonction de la saleté, du matériau de la pièce et des exigences de nettoyage. Pour tous ces milieux, le nettoyage par ultrason est très efficace.
Mit der Ultraschalltechnik wird bei der Reinigung von Teilen in nasschemischen Verfahren eine moderne Methode genutzt, die einen mechanischen Effekt auf die Oberfläche des verschmutzten Teiles ausübt und diese dadurch reinigt. Besonders bei Verschmutzungen die durch Oberflächenbearbeitungen wie Schleifen, Läppen und Honen oder gar Polieren mit Paste entstehen, ist die Ultraschallreinigung heute unentbehrlich. Aber auch Stäube und feinste Verschmutzungen können mit Ultraschall wirkungsvoll entfernt werden. In der Arbeitskammer von Vakuumanlagen zur Teilereinigung gelten besondere Bedingungen. Die wahren Kosten des Reinigungsverfahrens liegen am wenigsten beim Komponentenpreis.
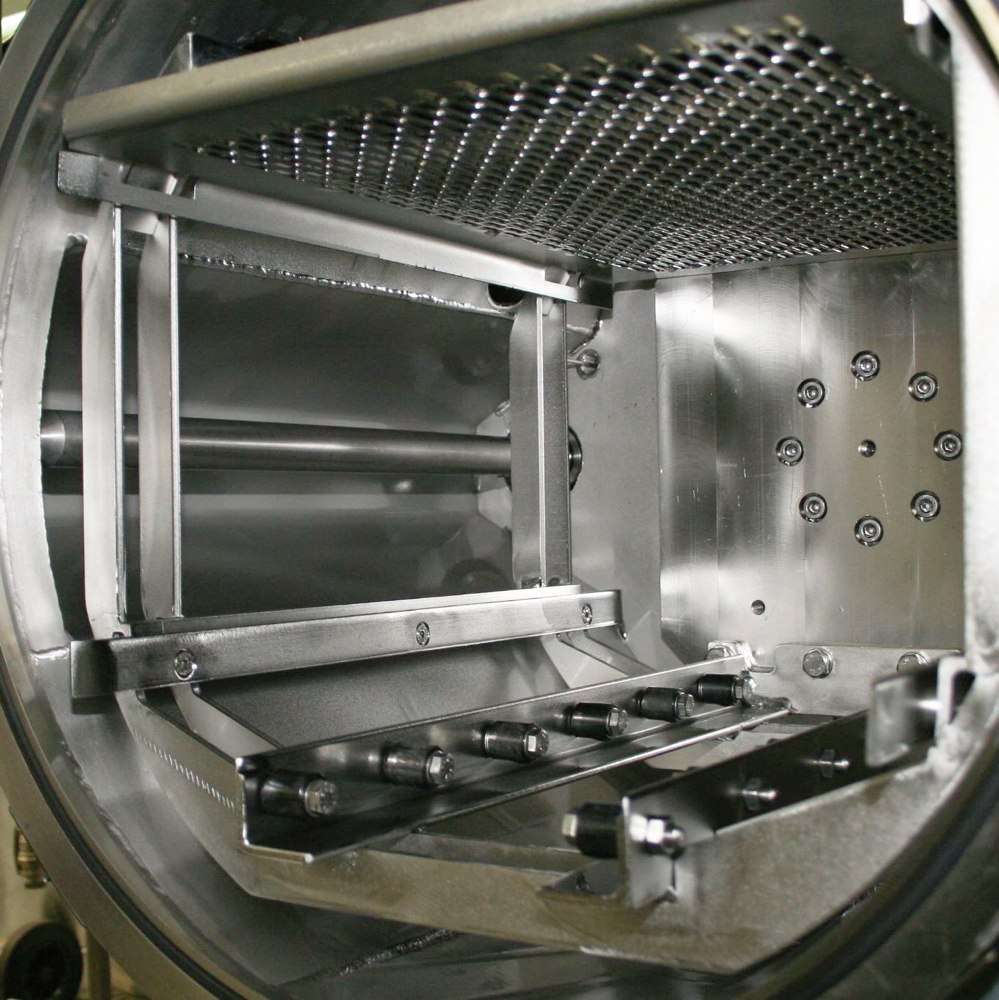
| Der Stabschwinger (Mitte links) ist in der Tasche der Arbeitskammer montiert. |
Verfahren für hohe Sauberkeitsanforderungen
Neben den Faktoren Chemie, Temperatur und Wirkungszeit wird die Sauberkeit von Teilen durch mechanische Arbeit erreicht. Ultraschall reinigt auf mechanische Art und wird eingesetzt, wenn Methoden wie Spritzen, Fluten, Bürsten oder Wischen nicht möglich beziehungsweise nicht sinnvoll sind oder nicht den gewünschten Erfolg bringen. Sein Einsatz ist heute für die wirtschaftliche Reinigung von Teilen von grosser Bedeutung, vor allem bei hohen Reinheitsanforderungen an die Bauteileoberfläche.
In vielen Ultraschallanwendungen, wie in Reinigungsbecken, werden üblicherweise Tauch- und Plattenschwinger eingesetzt. Für Reinigungsanlagen, die im Vakuum (genau genommen mit sehr geringem Umgebungsdruck) arbeiten, kommen diese nicht in Frage. Ein geringer Umgebungsdruck wirkt negativ auf das Plattenmaterial. Schon ein leichtes Durchbiegen der Platten würde die Klebestellen der sehr empfindlichen Piezoelemente der Schwinger beschädigen. Deshalb werden in Vakuumreinigungsanlagen überwiegend Stabschwinger eingesetzt. Sie sind wesentlich unempfindlicher und geben deshalb auch im Vakuum ihre Leistung ab. Die Ultraschallleistung wird noch optimiert, wenn Generator und Schwinger richtig abgestimmt sind.
Optimale Wirkung von Ultraschall
Werden Bauteile im Reinigungskorb in der Arbeitskammer stark bewegt, behindert dies eine gleichmässige Ausbreitung des Ultraschalls. Dadurch wird die Ultraschallreinigung stark nachteilig beeinflusst. Andererseits gibt es in der Arbeitskammer verschiedene Bereiche, in denen die Ultraschallwirkung in sehr unterschiedlichen Wirkungsgraden auf die Teile trifft. Um ein gleichmässiges Abreinigen der Verschmutzung zu ermöglichen, ist daher die optimale Teilebewegung wichtig. Sie ermöglicht auch den Abtransport der gelösten Verschmutzungen von der Teileoberfläche, bewirkt also ein kontinuierliches Umspülen der Oberfläche.
Das Reinigungsprogramm muss eine zweckmässige Warenbewegung sicherstellen. In Kammeranlagen mit rotierender Korbaufnahme wird die Ware nur geschwenkt oder taktend rotiert. Dadurch wirkt der Ultraschall von allen Seiten bestmöglich auf die Bauteileoberfläche.
Die Wirkung des Ultraschalls wird von der Dichte des Reinigungsmediums und vom Druck in der Arbeitskammer beeinflusst. Da die Siedetemperatur vom vorherrschenden Druck abhängt, kann eine Regelung des Drucks die Ultraschallwirkung beeinflussen. Ist der Druck zu niedrig, so beginnt das Reinigungsmedium zu sieden und der Ultraschall (Unterdruckblase) im Reinigungsbad kommt nicht am Teil an. Das heisst, ein siedendes Reinigungsmedium kann den Ultraschall nicht an die Bauteiloberfläche bringen. Druck und Temperatur sollten so korrelieren, dass das Reinigungsmedium mindestens 10 °C unter seiner Siedetemperatur bleibt.
Eine wichtige Rolle für die Wirkung des Ultraschalls spielen die gelösten Gase im Reinigungsmedium, wie Sauerstoff oder Kohlendioxid. Für die maximale Ultraschallwirkung sollten die Medien entgast sein, das heisst, die gelösten Gase sollten sich sammeln und aus dem flüssigen Medium steigen. Sie sollten nicht wie störende Stossdämpfer wirken.
In Vakuumanlagen ist die Ausgangssituation günstig. Während des Erzeugens des Unterdrucks werden dem flüssigen Reinigungsmedium bereits gelöste Gase entzogen. Unter normalem Atmosphärendruck dauert die Entgasung bei Anwendung von Ultraschall mehrere Minuten. Die aufsteigenden Gase sind als Bläschen zu sehen. Im entgasten Medium wird der Ultraschall besser an das zu reinigende Bauteil geleitet.
Die eingesetzte Ultraschallfrequenz wird entsprechend der Verschmutzung anhand des zu reinigenden Materials und der zu entfernenden Verschmutzung gewählt. Je höher die Frequenz des Ultraschalls ist, desto sanfter ist die Reinigungswirkung an der Teileoberfläche. Grobe Verschmutzungen werden für die Reinigung mit niedriger Frequenz beaufschlagt, die eine stärkere Wirkung am Teil haben. Bei feinerer Korngrösse der Verschmutzung wird eine höhere Frequenz eingesetzt. Für Vakuumanlagen taugliche Ultraschallschwinger sind heute nur im Bereich von 25, 30 und 40 kHz verfügbar.
Durch eine höhere Ultraschallleistung wird die gewünschte Reinigungsleistung in kürzerer Zeit erbracht. Umgekehrt muss eine geringere Ultraschallleistung längere Zeit auf das Teil einwirken, um den gleichen Reinigungseffekt zu bewirken.
Die gegebene Leistung einer Ultraschalleinheit wirkt in einer kleineren Arbeitskammer stärker. Bei einer grösseren Arbeitskammer ist für die gleiche Reinigungswirkung mehr Leistung erforderlich. Im Anlagenbau wird die so genannte spezifische Leistung üblicherweise in W/l definiert. In gängigen Arbeitskammergrössen werden Ultraschallleistungen von 9 bis 29 W/l eingesetzt. Die optimale Auslegung von Arbeitskammer und Ultraschall erreicht eine hohe Leistungsdichte.
Um ein gutes Reinigungsergebnis zu erreichen und Beschädigungen zu vermeiden, ist zum Beispiel bei der Reinigung von LCD-Displays oder bei Kugellagern eine hohe Frequenz, jedoch eine geringe Leistung zu wählen.
|
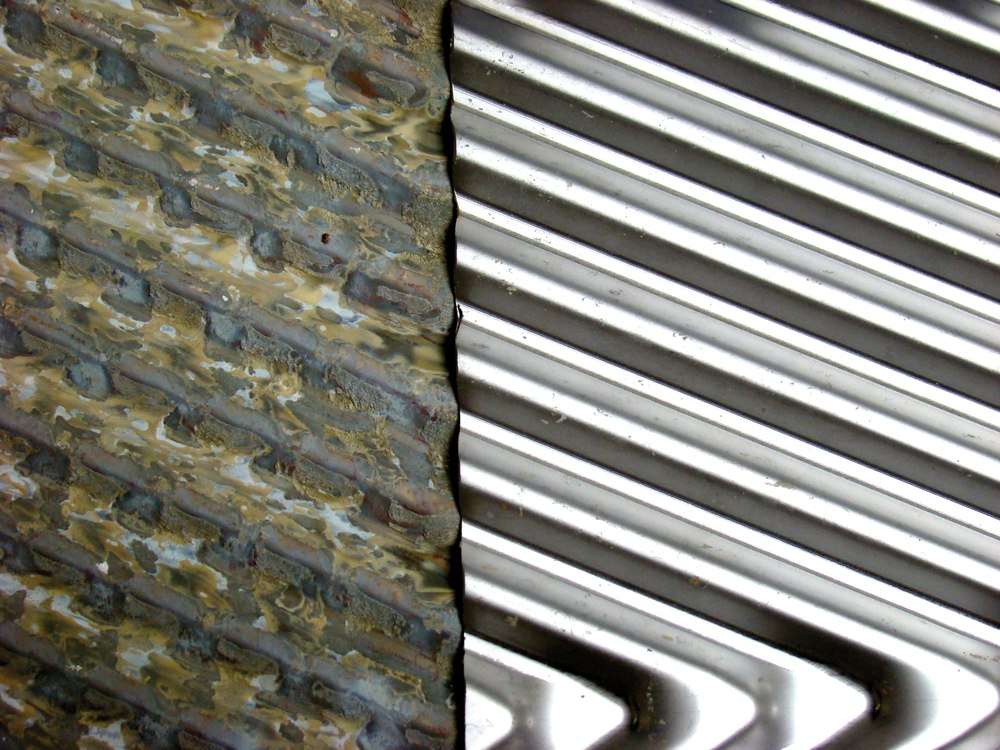
Edelstahlbleche eines Wärmetauschers mit organischen und anorganischen Verschmutzungen (links) und im wässrigen Medium mit Ultraschall gereinigt (rechts). Bild: Martin Walter Ultraschalltechnik AG |
Kosten der Ultraschallreinigung
Die Kosten für die Ausstattung einer Teilereinigungsanlage mit einer Ultraschalleinheit liegen beim Neukauf üblicherweise im Bereich von 7 bis 15% des Kaufpreises für die gesamte Anlage. Bei einer Nachrüstung ist ein zusätzlicher Aufwand vor Ort anzusetzen. Die Anlagensteuerungen stellen in der Regel einen entsprechenden Ausgang für ein Steuersignal bereit.
Die wahren Kosten für den Ultraschalleinsatz zur Teilereinigung ergeben sich jedoch aus der Verlängerung der Chargenzeit. Eine sinnvolle Reinigung mit Ultraschall beansprucht in der Regel mehr als 1 min. Dies verlängert die Reinigungszeit oft um 30% und mehr, so dass die Produktivität entsprechend sinkt.
Der reduzierte Durchsatz definiert also die wahren Kosten der Ultraschallreinigung in einer Anlage zur Teilereinigung. Folglich wird dieser teure Bearbeitungsschritt nur gewählt, wenn sich das Reinigungsergebnis nicht wirtschaftlicher durch den zweckmässigen Einsatz der anderen mechanischen Prozesse der Reinigung wie Fluten, Spritzen, Einwirkdauer und Warenbewegung erreichen lässt. Andererseits kann die Ultraschallreinigung den Einsatz von Energie verringern, wenn die Gesamtbilanz unter Berücksichtigung von Heiztemperatur und Prozesszeit der Reinigung gemacht wird.
Ausblick
Im Fokus der Anlagenbauer von Reinigungstechnik wird künftig die genaue Abstimmung des Ultraschalleinsatzes hinsichtlich Verschmutzung, Material, Geräteanordnung und Reinigungsprozess stehen. Auch in Zukunft wird der Einsatz von Ultraschall in wässrigen Medien oder Lösemitteln als wichtige mechanische Methode die Reinigung von Teilen in Gewerbe und Industrie unterstützen.
Pero AG
D-86343 Königsbrunn
www.pero.ag
CH-Vertretung:
Zimmerli SA
Pièce chaperon 14
2016 Cortaillod
Tel. 032 842 63 33
Fax 032 842 61 63
zimmerli@zimmerlisa.ch
www.zimmerlisa.ch




