
 Subscriptions
Subscriptions
17 december 2019 |
La Revue POLYTECHNIQUE
Bleifreie Hartchrombeschichtung
Für Galvanikbetriebe kommt erschwerend hinzu, dass für die bei der Produktion entstehenden Abfallprodukte wie Bleichromat oder Bleioxid allenfalls mit weiteren Massnahmen zu rechnen ist. Gerade in der Hartverchromung, in der Bleianoden lange Zeit das Mass der Dinge waren, ist dies ein Thema. Mit grosser Wahrscheinlichkeit müssen Bleianoden damit eher früher als später ersetzt werden, um nach vorgegebenen Regulierungen und trotzdem effizient produzieren zu können.
Einen äusserst einfachen Ausweg aus der Problematik bieten die durch Hochtemperaturelektrolyse (HTE) mit Platin beschichteten Titananoden «Platinode» von Umicore Electroplating. Diese ermöglichen einen nahezu – mit speziellen Zusätzen sogar komplett – bleifreien Prozess und bringen zudem weitere ökologische und wirtschaftliche Vorteile mit sich.

| Die Salzschmelze der Umicore Electroplating für die Hochtemperaturelektrolyse zur Platinbeschichtung der Elektroden ist in ihrer Art weltweit einzigartig. (Bilder: Umicore) |
Immer stärkere Regulierung ist die logische Konsequenz
Blei, ein allgegenwärtiges und vielseitiges Metall, wird seit prähistorischen Zeiten verwendet und ist in vielen industriellen Prozessen fest verankert. Vor allem seit Ende des 20. Jahrhunderts wird aufgrund seiner nachgewiesenen gesundheits- und umweltschädlichen Auswirkungen die Exposition auf die Umwelt und damit auch auf den Menschen sukzessive eingedämmt. Eine der bekanntesten Massnahmen ist sicher die Einführung des bleifreien Normal- und Superbenzins, beziehungsweise das damit verbundene, EU-weite Verbot seit dem Jahr 2000 für verbleites Benzin [2].
Aktuell rücken zusätzlich auch Abfallstoffe aus der Bleiverarbeitung immer mehr in den Fokus dieses Vorhabens. So wurde gerade das bei der Abscheidung von hohen Schichtdicken in der Hartverchromung in grossen Mengen entstehende Bleichromat intensiv analysiert. Dieses wird in Deutschland ökologisch zum Beispiel als «stark wassergefährdend» kategorisiert, was der höchstmöglichen Einstufung entspricht und danach Naturkatastrophen auslösen kann [3]. Auch bezüglich der Auswirkung auf den Menschen stuft etwa die Europäische Chemikalienagentur ECHA das Abfallprodukt unter anderem als krebserregend und fortpflanzungsgefährdend ein und prüft eine Zulassung des Stoffes als extrem besorgniserregend in der REACH-Verordnung [4].
Diese Beurteilungen führen weltweit zu einer immer stärkeren Regulierung für bleiverarbeitende Unternehmen. So existieren zeit- und kostenintensive Hürden schon bei der Beschaffung von Blei zur Weiterverarbeitung, wie beispielsweise in den USA durch die Registrierung bei der US-amerikanische Umweltbehörde EPA. Aber nicht nur aus umweltpolitischen Belangen resultieren immer strenger werdende Verordnungen. Durch die Gesundheitsgefahr halten diese konsequenterweise auch beim Thema Arbeitssicherheit einen immer stärkeren Einzug, wie es am Beispiel der Handlungen durch die US-Behörde OSHA [5] nachvollzogen werden kann. Das langfristige Ziel aller Massnahmen ist, durch konzertierte Anstrengungen auf weltweiter Ebene, Blei immer weiter aus dem industriellen Einsatz zu verdrängen.

|

|
||

|
Wirtschaftlicher Erfolg wird zunehmend eingeschränkt
Aufgrund der Faktenlage und der zunehmenden medialen Aufmerksamkeit werden sich Galvanikbetriebe zunehmend für ihren Bleieinsatz rechtfertigen müssen. Nicht nur in der Aussenkommunikation gegenüber der Öffentlichkeit und Stakeholdern. Gleichermassen auch intern gegenüber der Belegschaft, die Gefahrstoffen wie Bleichromat bei Reinigungsarbeiten und während der Entsorgung ausgesetzt ist.
Über den erhöhten Kommunikationsaufwand hinaus wird sich also das Festhalten an Bleiprozessen auch zwangsläufig wirtschaftlich negativ auswirken:
- Die Beschaffung von Blei und die Entsorgung von entstehenden Abfallprodukten wie Bleichromat-Schlamm werden sich wohl bis zu einem etwaigen Verbot immer komplizierter und teurer gestalten.
- Die Auflagen zum Schutz der Mitarbeiter (Reinigungseinrichtungen, Schutzkleidung, medizinische Vorsorgeuntersuchungen usw.) werden stetig ausgebaut und damit kostenintensiver.
- Die Fokussierung auf eine nachhaltige Herstellungskette veranlasst Unternehmen zunehmend nicht in das Konzept passende Zulieferer auszusortieren.
- Die Prozesse sind dank platinierter Titananoden effizienter (bezüglich Wartung, Lebensdauer und Qualität) und werden so auf lange Sicht zu einem wirtschaftlichen Vorteil gegenüber Wettbewerbern in der Hartverchromung führen.
In der Summe kann dies allein aus ökonomischer Sicht bereits mittelfristig das Aus für Bleianoden in der Hartverchromung bedeuten.
|
|
HTE-platinierte Anoden sind ein möglicher Ausweg
Bereits seit Jahrzehnten werden platinierte Titananoden (Pt/Ti) in der Hartverchromung erfolgreich eingesetzt. Entsprechende Elektrolyte vorausgesetzt, ist damit ein absolut bleifreier Prozess durch einen 1:1-Austausch von Blei- zu Pt-/Ti-Anoden sogar meistens ohne grossen Aufwand möglich.
Neben dem Hauptargument – eine Hartverchromung ohne Blei – bieten durch Hochtemperaturelektrolyse beschichtete Pt-/Ti-Anoden zwei weitere Vorteile aus ökologischer Sicht:
- Eine Verringerung des einzusetzenden Grundsubstrats (z. B. Titan oder Niob statt Blei) durch eine vielfach längere Lebensdauer aufgrund der hohen Beständigkeit.
- Eine sparsame Verwendung von Platin, das langlebig durch Hochtemperaturelektrolyse mit hoher Korrosionsbeständigkeit aufgebracht wird. Bei einer anschliessenden Wiederbeschichtung (Replatinierung) des Grundsubstrats wird darauf noch vorhandenes Platin aufgearbeitet und kostensparend wiederverwendet.
Dazu kommen die bereits bekannten qualitativen Vorzüge, wie etwa eine sehr gleichmässige Schichtdickenverteilung auf dem Werkstück, die keiner Nachbesserung im Anschluss bedarf. Diese ist einerseits auf die absolute Formstabilität von Pt-/Ti-Anoden zurückzuführen. Andererseits auf die (der wässrigen Abscheidung deutlich überlegenen) Hochtemperaturelektrolyse, die eine zu 99,99% reine Platinschicht ermöglicht, sowie unter anderem eine hohe Haftfestigkeit und Duktilität.

| Die Elektroden werden individuell nach Kundenanforderung entworfen und gefertigt. |
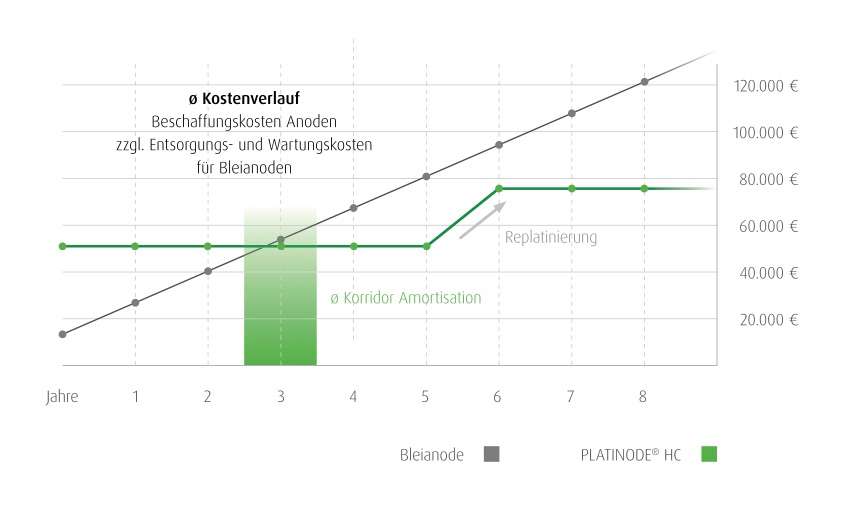
Anfangsinvestition amortisiert sich im Mittel nach 3 Jahren
Obwohl gerade aus den vorstehend erwähnten Umweltaspekten heraus auch wirtschaftliche Vorteile abzuleiten sind, so zum Beispiel ein deutlich reduzierter Wartungsaufwand (Entsorgung, Rüstzeiten, Nachbesserung) oder eingesparte Ressourcen (Lebenszyklus, Replatinierung, Stromverbrauch), scheuen einige Hartverchromer trotzdem den Umstieg hin zu einem zukunftsgerichteten Workflow.
«Auch hier lässt die einmalige Anfangsinvestion Unternehmen von der Umstellung Abstand nehmen, trotz der kurzen Amortisationszeit und der anschliessend günstigeren Produktion. Offensichtliche Prozessverbesserungen, reduzierte Produktionsstillstände und der Imagegewinn werden meistens erst gar nicht in die Betrachtung miteinbezogen», erklärt Frank Friebel aus dem Vertriebsteam von Umicore.
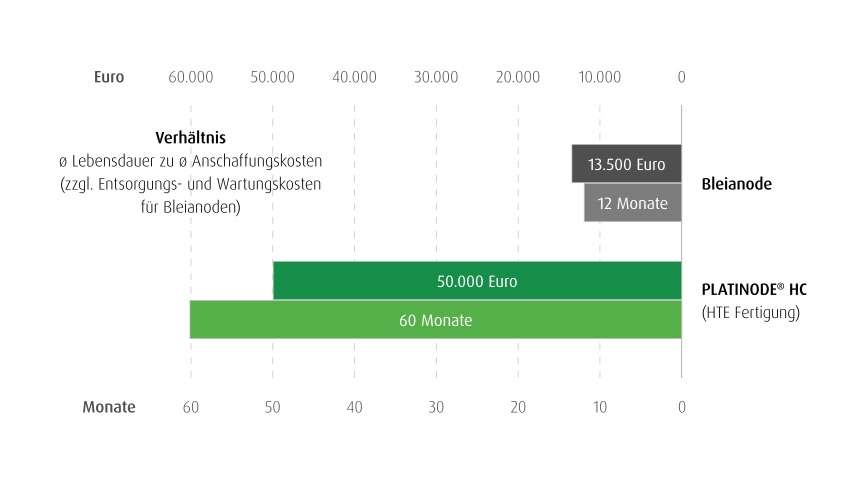
Umicore Electroplating rechnet etwa mit 3- bis 5-fachen Investition im Einführungsjahr im Vergleich zu den jährlichen Kosten für herkömmliche Bleianoden. Die Folge ist, dass der Break-Even nach der Umstellung in etwa drei Jahren erreicht ist. Natürlich sind dies nur Durchschnittswerte, die je nach Anforderung und Komplexität der Anoden variieren können. So ist es möglich, dass erst nach fünf Jahren eine Amortisation gegeben ist oder aber auch bereits nach zwei. Damit Interessenten hier eine fundierte Entscheidung treffen können, bietet Umicore eine kundenspezifische und transparente Wirtschaftlichkeitsberechnung als Entscheidungshilfe an.

| Frank Friebel, Vertrieb Elektrokatalytische Elektroden, ist Ansprechpartner für den internationalen Kundenstamm im Bereich Hartverchromung. |
Platinierte Anoden ausserhalb der Hartverchromung
Die Vorteile von mit Hochtemperaturelektrolyse platinierter Anoden kommen natürlich auch in vielen anderen elektrochemischen Galvanikprozessen zum Tragen. In den letzten Jahren ist aus Qualitätsgründen ein immer stärkerer Einsatz in der Halbleiter- und Leiterplattentechnik zu beobachten. Gleichzeitig sind Pt-/Ti-Anoden seit langer Zeit im Automotive-Sektor oder der Wasseraufbereitung aufgrund der unkomplizierten Handhabung zuhause.
|
Quellenverzeichnis
[1] 2015 World’s Worst Pollution Problems – The New Top Six Toxic Threats: A Priority List for Remediation. Pure Earth & Green Cross Switzerland; https://greencross.ch/de/news-info/umweltreporte
[2] Environmental lead exposure: a public healthproblem of global dimensions. Bulletin of the World Health Organization; https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2560844/pdf/11019456.pdf
[3] Blei(II)-chromat in der GESTIS-Stoffdatenbank. Deutsche Gesetzliche Unfallversicherung e.V. (DGUV); http://gestis.itrust.de/nxt/gateway.dll/gestis_de/002140.xml?f=templates$fn=default-doc.htm$3.0
[4] Stoffinformationen zu Bleichromat. Europäische Chemikalienagentur ECHA; https://echa.europa.eu/de/substance-information/-/substanceinfo/100.028.951
[5] Lead Standards. Bundesbehörde der Vereinigten Staaten zur Durchsetzung des Bundesarbeitssicherheitsgesetzes OSHA; https://www.osha.gov/SLTC/lead
Weitere Informationen im Netz:
http://platinode.de
http://ep.umicore.com
|
|
In Kürze
Die Umicore Galvanotechnik GmbH ist innerhalb des Umicore-Konzerns die Geschäftszentrale der Business Unit Electroplating und damit weltweit verantwortlich für die Produktentwicklung, die Herstellung sowie die Vertriebs- und Servicekoordination in rund 60 Ländern der Welt. Die Geschichte des Unternehmens in Schwäbisch Gmünd besitzt eine lange Tradition und reicht bis zum Jahr 1888 zurück. Als Scheideanstalt für Edelmetalle gegründet, präsentiert man sich heute als ein weltweit führendes Unternehmen im Bereich der Edelmetall-Galvanotechnik. Die Umicore Galvanotechnik GmbH ist eine 100%ige Tochter der Allgemeine Gold- und Silberscheideanstalt AG, Pforzheim, deren Mehrheitseigner wiederum der Umicore-Konzern ist.
Die galvanotechnische Beschichtung wird heute gern als Querschnittstechnologie bezeichnet, da sie Anwendung auf fast allen Produkten des täglichen Gebrauchs findet beziehungsweise deren Produktion erst ermöglicht. Fast alle namhaften Hersteller der Kommunikations-, Automotive- und Schmuckindustrie beziehen direkt oder indirekt Bauteile, die mit Hilfe von Umicore-Produkten beschichtet wurden. Umicore Electroplating bewegt sich in einem spezifischen Nischenbereich, der im Wesentlichen durch edelmetallbasierte Schichtkombinationen definiert ist und nimmt dort eine führende Position ein.
|
Umicore Galvanotechnik GmbH
Frank Friebel
D-73525 Schwäbisch Gmünd
frank.friebel@eu.umicore.com
www.ep.umicore.com
CH-Vertretung:
RIAG Oberflächentechnik AG
Murgstrasse 19a
9545 Wängi
Tel. 052 369 70 70
Fax 052 369 70 79
info.waengi@ahc-surface.com
www.ahc-surface.com




