
 Subscriptions
Subscriptions
08 march 2016 |
La Revue POLYTECHNIQUE
Korrelation von Analysemethoden
Christof Scherrer und Arnd Jung
Bei mikroskopischen Untersuchungen von Gefügen, Oberflächen und Schadensfällen durch Bruch, Korrosion oder Verschleiss werden immer wieder Bereiche wie beispielsweise Einschlüsse oder Mikrorisse entdeckt, welche zur eindeutigen Klärung weitergehend chemisch, mechanisch oder topographisch analysiert werden müssen. Die mit einer beliebigen mikroskopischen Methode einmal entdeckten, vielfach nur einige Mikrometer grossen Bereiche aber beispielsweise an einem Rasterelektronenmikroskop wieder zu finden, konnte noch vor nicht allzu langer Zeit nur unter grossem Zeitaufwand durch systematisches Absuchen erfolgen – ohne Gewähr, dass die richtigen Bereiche auch jemals wieder gefunden wurden, da ja die detektorabhängigen Abbildungsbedingungen das sofortige Erkennen zusätzlich erschwerten.



Das kommerziell erhältliche Modul «Shuttle & Find» macht es möglich, ein und dieselbe Stelle einer Probe im Licht- und im Rasterelektronenmikroskop zu untersuchen. Neben der dafür benötigten Software gehört hardwareseitig auch eine spezifische Halterung (der Shuttle) dazu, welche über drei Marker ein definiertes, ebenes Koordinatensystem aufspannt.

|
Tabelle 1: Chemische Zusammensetzung in Gew.-% (Hauptlegierungselemente).
|
Erweiterte Methode mit enormem Potenzial
Am Institute of Materials and Process Engineering (IMPE) wurde die korrelative Mikroskopie nun so stark erweitert, dass es möglich wurde, weitere Analysemethoden in eine korrelative Analytik einzubinden. Dazu gehören die kombinierte konfokale und interferometrische Messmikroskopie sowie die Rasterkraftmikroskopie zur Bestimmung der Oberflächenbeschaffenheit, die (Mikro-)Härteprüfverfahren Vickers und Knoop, die instrumentierte Eindringprüfung zur Bestimmung der Härte und anderer Werkstoffparameter sowie die FT-IR-Mikroskopie für chemisch-analytische Zwecke. Dadurch ist man heute in der vorzüglichen Lage, lokal die Mikrostruktur mit der chemischen Zusammensetzung, den mechanischen Eigenschaften sowie der Oberflächentopographie zu korrelieren, was sich nicht nur bei der gezielten Analyse von Bauteilen, Beschichtungen oder Schweissnähten anwenden lässt, sondern werkstoff- und fertigungsunabhängig bei allen Analysen: mikrostrukturelle, fraktographische, chemisch-analytische, topographische usw.
Darüber hinaus kann die erweiterte Methode sogar dazu verwendet werden, beispielsweise Einflüsse von Prozessschritten einer Fertigungskette auf Bauteileigenschaften systematisch zu analysieren und dadurch eindeutig nachzuweisen. Da hierfür ein eindeutiger Referenzzustand absolut essentiell ist, gelingt dies nur durch prozessschrittbezogene Analysen ein und desselben Bereichs.
Material und Methoden
Alle in diesem Beitrag vorgestellten Analysen wurden auf dem Zeiss-Lichtmikroskop (LM) «Zeiss Axio Imager» und dem Rasterelektronenmikroskop (REM) «Zeiss Supra 40VP» durchgeführt. Die weiteren Charakterisierungen, wie die der mechanischen Eigenschaften wurden mittels Mikrohärteprüfung an den (Universal-)Prüfsystemen «Zwick ZHU2.5» beziehungsweise «Zwick ZHVµ» sowie die topographischen Messungen mit dem kombinierten Messmikroskop «Leica DCM3D» ausgearbeitet.
Analysen der chemischen Zusammensetzung wurden entweder am Rasterelektronenmikroskop mit dem energiedispersiven Röntgenspektrometer (EDX) «Bruker XFlash» oder mittels dem FT-IR-Mikroskop «Bruker Hyperion 2000» (20x ATR-Objektiv mit Ø100 µm Ge-Kristall) ausgeführt. Die Fourier-Transform-Infrarotspektroskopie (FT-IR) ist eine Analysemethode zur Analyse von chemischen Verbindungen. Im Gegensatz dazu ist die energiedispersive Röntgenspektroskopie (EDX) eine Analysemethode zur Analyse von chemischen Elementen. Die Möglichkeit der qualitativen und quantitativen Analyse des Spektrums über die Bestimmung der Banden- beziehungsweise der Peaklagen und die Intensität haben beide Analysenmethoden gemeinsam.
Die erweiterte Methode zeichnet sich dabei durch zwei Markierungen auf der Probe oder dem Bauteil aus, welche zusammen ein Koordinatensystem bilden und nach erfolgter Einmessung jeder beliebigen Stelle der Probe eine x- und y-Koordinate zugewiesen werden kann. Mittels geläufiger mathematischer Transformation der benötigten Koordinaten mit Hilfe eines selbst entwickelten Skripts, können zu analysierende Stellen beliebig wieder angefahren werden. Dabei ist die Wiederanfahrgenauigkeit beim Wechseln auf die verschiedenen Analysegeräte besser als 5 µm.
Beispiel 1: Umfassende Mikrostrukturanalyse
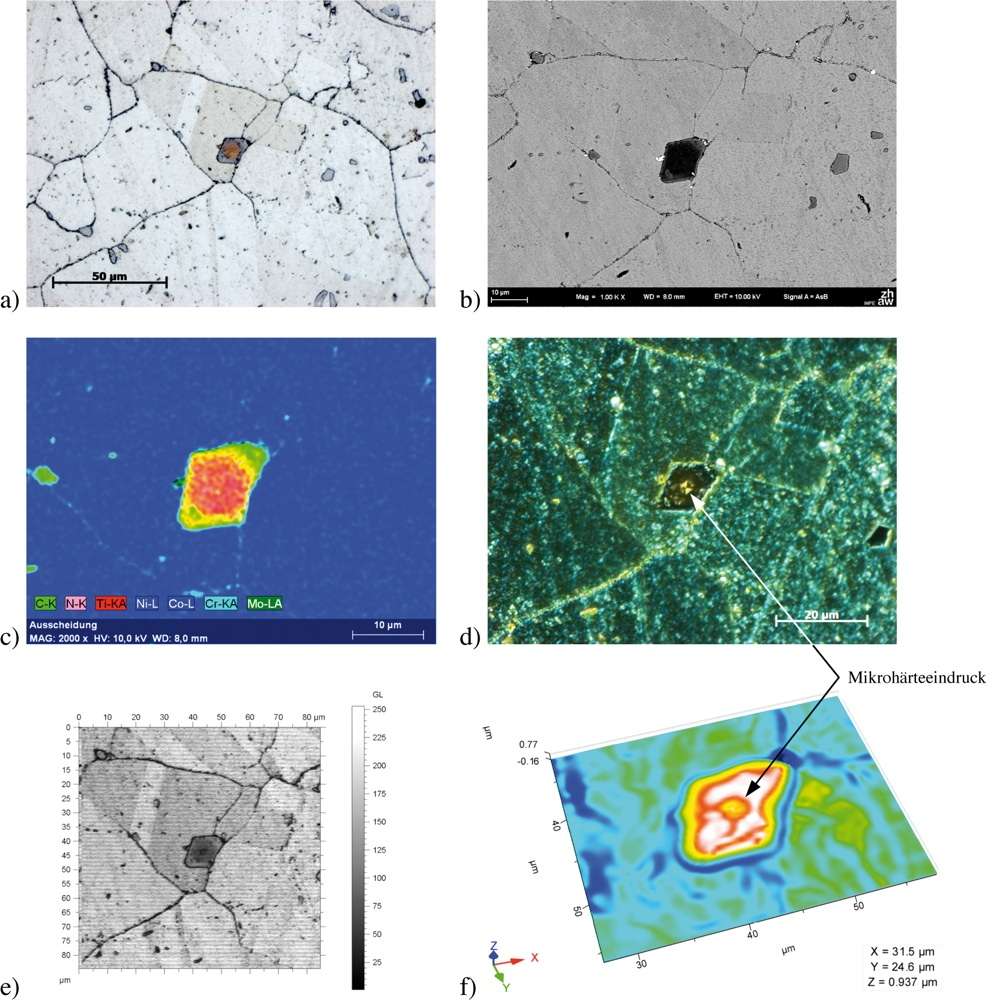
Das erste Beispiel zeigt die Charakterisierung des Gefüges einer hochwarmfesten, ausscheidungsgehärteten Nickelbasis-Superlegierung, bei welchem hauptsächlich die folgenden Methoden verknüpft wurden: die Licht- mit der Rasterelektronenmikroskopie sowie der Mikrohärteprüfung nach Vickers. Die mittels EDX am REM gemessene chemische Zusammensetzung dieser Superlegierung kann Tabelle 1 entnommen werden.
Zur mikrostrukturellen Charakterisierung wurden Proben abgetrennt, eingebettet und mit Standardmethoden präpariert. Bild 1 zeigt die Mikrostruktur dieser Superlegierung im ausscheidungsgehärteten Zustand: Die mittels Chromkarbiden fixierten Korn- und Zwillingsgrenzen sind deutlich erkennbar. Die beiden Abbildungen wurden am Lichtmikroskop mit Hellfeldbeleuchtung (HF) und am REM mit dem Rückstreu-Elektronendetektor (BSE) unverkennbar an derselben Stelle aufgenommen. Ursprünglich wurde bei der Analyse am Lichtmikroskop eine etwa 12 µm grosse, zentral goldgelb leuchtende Phase beobachtet (Bild 1a), welche nur allgemein als Titannitrid-Ausscheidung eingeordnet wurde. Mit der nachfolgend durchgeführten Analyse mittels EDX am REM von ein und derselben Phase liess sich ein komplexes, zonar aufgebautes Titan-Molybdän-Karbonitrid nachweisen (Bild 1b und 1c). Neben den beschriebenen Karbiden und Karbonitriden finden sich im Gefüge von ausscheidungsgehärteten Superlegierungen noch Gamma-Strich-Phasen (g‘-Phasen), die hier aber nur noch der Vollständigkeit wegen erwähnt seien.
Die Bestimmung der Härte dieses Karbonitrids war gleichzeitig auch die Belastungsprobe der erweiterten Methode, da diese ermöglichen musste, die Stelle mit dem beschriebenen Karbonitrid am Härteprüfsystem punktgenau anzufahren und eine präzis platzierte Mikrohärteprüfung im Zentrum des Karbonitrids durchzuführen. Allerdings konnten die nur wenige Mikrometer grossen Diagonalen am Härteprüfsystem nicht ausgewertet werden, da der Mikrohärteeindruck optisch nicht mehr aufzulösen war. Folglich wurden die Diagonalen am Lichtmikroskop mit zirkular polarisiertem Differential-Interferenzkontrast (C-DIC; Bild 1d) und auch am Messmikroskop (Bild 1e und 1f) nach nochmaligem Anfahren derselben Stelle je einmal unbesehen ausgewertet. Der auf diese Weise in Anlehnung an DIN EN ISO 6507 gemessene Wert der Härte betrug 1880 HV0.01, wobei der Messfehler bei dieser Art der Messung von Mikrohärteeindrücken bei etwa ±12% liegt.

|
Bild 1: Komplexes Karbonitrid, abgebildet mit: a) LM HF, b) REM BSE, c) EDX Elementverteilung, d) LM C-DIC, e) Messmikroskop HF, f) Messmikroskop 3D-Topographie; a) bis c) vor und d) bis f) nach der Mikrohärteprüfung.
|
Beispiel 2: Analyse eines Schadensfalls
Das zweite Beispiel befasst sich mit der technischen Schadensanalyse eines gegossenen Gehäuses aus einer Magnesiumbasislegierung, bei welchem hauptsächlich die folgenden Methoden verknüpft wurden: die Licht- mit der Mess- und der FT-IR-Mikroskopie sowie der Röntgenspektroskopie mit EDX. Die genormte, nominelle chemische Zusammensetzung der Legierung kann Tabelle 2 entnommen werden.

|
Tabelle 2: Chemische Zusammensetzung in Gew.-% (nach ASTM B80).
|
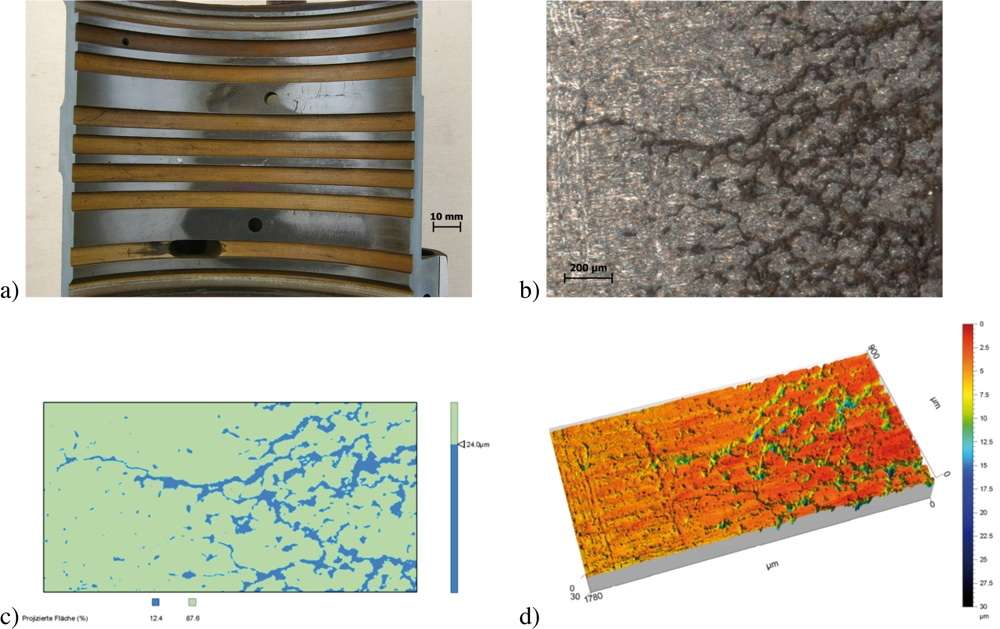
Ziel der Schadensanalyse war die Beurteilung, ob es sich beim vorliegenden Schadensfall um tribologisch bedingten Verschleiss oder um Korrosion handelte. Zur Beantwortung dieser Frage wurde das Gehäuse lediglich trocken auseinandergetrennt (ohne jeglichen Kühlschmierstoff), sonst aber aus chemisch-analytischen Gründen während der gesamten Analyse im Anlieferzustand belassen. Bild 2 fasst die ersten Befunde zusammen, welche am entnommenen Probensegment gewonnen werden konnten. Die geschädigten, im makrofotographischen Bild dunkel erscheinenden Bereiche sind deutlich zu erkennen (Bild 2a). Bei der mikroskopischen Analyse eines dieser Bereiche am Lichtmikroskop und nachfolgend am Messmikroskop wurde eine lokal bis zu 30 µm tiefe, an ein Flussdelta erinnernde Korrosionsform beobachtet (Bild 2c und 2d). Typische Verschleisserscheinungen wie Riefen aufgrund von Abrasion oder Materialübertragungen aufgrund von Adhäsion liessen sich dagegen nicht feststellen. Dementsprechend konnte die Hypothese «Korrosionsschaden» eindeutig nachgewiesen und die Hypothese «Verschleissschaden» eindeutig verworfen werden.

|
Bild 2: Gehäuse mit Korrosionsschaden: a) Makrofotographie des entnommenen Probensegments, b) bis d) Detail einer Korrosionsfront aus a); b) Lichtmikroskop mit Hellfeldbeleuchtung sowie c) und d) Messmikroskop 3D-Topographie.
|
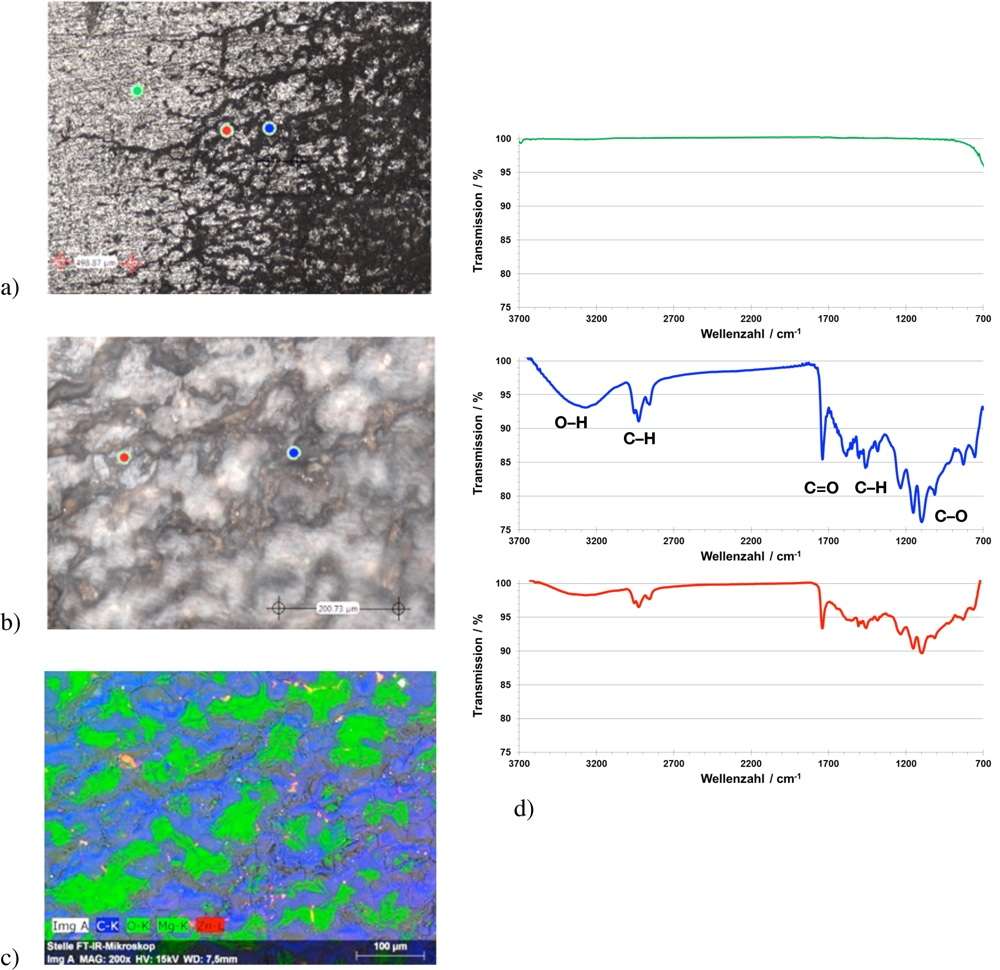
Ausserdem konnte die betriebsbedingte Ursache der Korrosion über die gezielte chemische Analyse der Korrosionsfront (Bild 2 und 3) mittels FT-IR-Mikroskopie ebenso eindeutig nachgewiesen werden: das verwendete Öl (Bild 3b und 3d). Wäre anstelle der FT-IR-Mikroskopie eine röntgenspektroskopische Analyse am REM mittels EDX vorgezogen worden (Bild 3c), hätten nur chemische Elemente gefunden werden können (Sauerstoff, Kohlenstoff usw.), aber keine chemischen Verbindungen. Die Elemente hätten aber lediglich Anhaltspunkte auf das am Gehäuse entstandene Korrosionsprodukt Magnesiumhydroxid und die Ölrückstände an der Oberfläche liefern können, im Gegensatz zu den mittels FT-IR-Mikroskopie eindeutig nachgewiesenen chemischen Verbindungen (Bild 3d).

|
Bild 3: Detail der Korrosionsfront aus Bild 2: a) FT-IR-Mikroskop mit Hellfeldbeleuchtung und eingezeichneten Messpositionen, b) Detail aus a) mit den Messpositionen «rot» (Abdruck des ATR-Kristalls sichtbar) und «blau», c) EDX Elementverteilung an derselben Stelle wie b), d) A àT umgerechnete IR-Spektren – für Messpositionen vgl. mit a).
|
Beispiel 3: Systematische Analyse von Fertigungsketten
Hinter der korrelativen Analytik verbirgt sich nicht einfach nur die Verknüpfung verschiedener Analysemethoden. Darüber hinaus wird eine systematische Arbeits- beziehungsweise Forschungsweise unterstützt. In Ergänzung zu den beiden vorangegangenen Beispielen wird nun auf die wiederholte Analyse der Eigenschaften während der Fertigung eingegangen. Bei dieser Methode werden nicht verschiedene Analysemethoden miteinander verknüpft, sondern nach jedem einzelnen Prozessschritt mit der gleichen Analysemethode die Eigenschaften, die Beschaffenheit oder der Zustand an exakt derselben Stelle bestimmt. Veränderungen lassen sich damit einem bestimmten Prozessschritt in der Fertigungskette zuordnen.
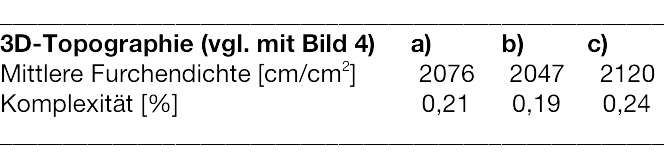
Als Beispiel dient die in Bild 4 dargestellte Analyse der Wirkung einer zweistufigen chemisch-mechanischen Reinigung auf die Oberflächentopographie eines Bauteils aus Polystyrol. Beide Prozessschritte bestanden aus Bürsten mit Reinigungsmedium – der Unterschied liegt nur in der chemischen wie auch in der mechanischen Intensität des Energieeintrags. Dazwischen wurden die Bauteile gespült, um ein Verschleppen von Medien, Partikeln usw. zu verhindern. Das bedeutet, dass diese Art von Analysen nur dann zum gewünschten Erfolg führt, wenn ein absolut eindeutiger Referenzzustand vorliegt. In diesem Fall war der Referenzzustand die noch unbeeinflusste beziehungsweise ungereinigte Oberfläche, welche daher zuerst mit dem Messmikroskop gemessen wurde (Bild 4a). Die abgebildete Oberflächentopographie liess sich eindeutig auf den Herstellungsprozess des Bauteils zurückführen. Bild 4b zeigt die gemessene 3D-Topographie der Bauteiloberfläche nach dem ersten Prozessschritt, der chemisch-mechanischen Vorreinigung. Vergleicht man nun die ungereinigte (Bild 4a) mit der vorgereinigten 3D-Topographie (Bild 4b) lässt sich fast kein Unterschied in der Oberflächentopographie feststellen.

|
Bild 4: 3D-Topographie der Bauteiloberfläche: a) Referenzzustand, b) nach der Vorreinigung, c) nach der Hauptreinigung. Die abgebildete 3D-Topographie mit einer Fläche von 60 x 85 µm2 ist ein Ausschnitt aus einem von Anfang an definierten «Beobachtungsgebiet» beziehungsweise Messfeld von 1 x 1 mm2.
|
Bild 4c zeigt dieselbe Stelle der Bauteiloberfläche nach dem zweiten Prozessschritt, der chemisch-mechanischen Hauptreinigung. Die gemessene 3D-Topographie zeigt eine Zunahme von Furchen aufgrund des intensiveren mechanischen Anteils der Hauptreinigung (man beachte den Pfeil in Bild 4c). In Bezug auf die topographische Beschaffenheit lässt sich schliessen, dass der chemische Anteil der Hauptreinigung weder glättend noch aufrauend (ätzend) wirkt. Mit dieser Methode können sehr dünne, filmartige Oberflächenverunreinigungen nicht detektiert werden. In Bezug auf die chemische Beschaffenheit liess sich der chemische Anteil der Wirkung mit Kontaktwinkelmessungen nachweisen.
Neben dieser qualitativen Darstellung der Wirkung auf die Oberflächentopographie wurden die 3D-Topographien auch quantitativ ausgewertet. Dazu wurden aber nicht die herkömmlichen Rauheitsparameter wie Ra und Rz gewählt, sondern die mittlere Furchendichte und die Komplexität. Die erstgenannten Rauheitsparameter wie Ra und Rz können feine Unterschiede in der Oberflächentopographie nicht aufdecken, da sie sogenannt robust sind.
Die verwendeten komplexeren Rauheitsparameter sind in Tabelle 3 zusammengefasst. Wie aus den tabellierten Werten ableitbar ist, nimmt die Furchendichte der Bauteiloberfläche im ersten Prozessschritt ab und dann im zweiten wieder zu. Tendenzen können natürlich mit einem statistischen Test nachgewiesen (oder verworfen) werden. Hier geht es aber darum, die Systematik der korrelativen Analytik und nicht die statistische Methodik aufzuzeigen.

|
Tabelle 3. Komplexe Rauheitsparameter der Bauteiloberfläche.
|
Ausblick
Mit den drei beschriebenen anschaulichen Beispielen konnte die erweiterte korrelative Analytik beleuchtet und dadurch der enorme Gewinn hervorgehoben werden. Das Potential der Methode liegt in den vielen Möglichkeiten mikroskopischer, chemischer, mechanischer und topographischer Analysen von Proben oder sogar kompletter, kleiner Bauteile.
Zurzeit wird am Institute of Materials and Process Engineering daran gearbeitet, die spektroskopische Analysemethode mittels Photoelektronen (XPS) zu verbinden und die korrelative Analytik auf einem Tribometer zur Ergründung von Reibungs- und Verschleissmechanismen anzuwenden.
Christof Scherrer
Wissenschaftlicher Mitarbeiter
christof.scherrer@zhaw.ch
Prof. Dr. Arnd Jung
arnd.jung@zhaw.ch
ZHAW Zürcher Hochschule für Angewandte Wissenschaften
IMPE Institute of Materials and Process Engineering
Technikumstrasse 9
8400 Winterthur
Tel. 058 934 67 65
www.zhaw.ch




