
 Subscriptions
Subscriptions
25 july 2016 |
La Revue POLYTECHNIQUE 05/2016 |
Microengineering
Précision poussée et finition ultime
Edouard Huguelet
Pour la fabrication de certains composants horlogers, en particulier pour le haut de gamme, une précision extrême jointe à des états de surface irréprochables, constitue une condition sine qua non pour les machines réalisant l’usinage de ce genre de produits, destinés notamment à la haute horlogerie et aux microtechniques.
Pour réaliser l’usinage complet de certaines pièces horlogères de grande précision, il s’agit de disposer d’une machine à la fois très rigide et rapide. À cet effet, le constructeur japonais Roku-Roku vient de sortir une nouvelle machine, en l’occurrence une micro-fraiseuse à commande CNC, appelée «Android», pilotée par une commande Fanuc 31i-B5.



|
La machine «Android» de Roku-Roku.
|
Haute précision et grande productivité
Le champ de travail de la machine est caractérisé par des axes X (longitudinal) de course 450 mm, Y (transversal) de 350 mm et Z (vertical – avec compensation) de 200 mm. Les déplacements des axes, en boucle fermée, sont contrôlés par des règles de mesure optiques Heidenhain, l’entraînement étant assuré sur les trois axes par des moteurs linéaires doubles. Ceux-ci utilisent un déphasage électromécanique de 90°, qui apporte les avantages dynamiques d’un entraînement direct, en supprimant les transformations de mouvement par des vis à billes, ce qui a pour effet de supprimer également les jeux mécaniques et de diminuer fortement les vibrations.
La précision d’interpolation est de 0,1 µm et la répétitivité générale des mesures est assurée à 0,5 µm, en moyenne de dérive calculée sur 24 heures. Des protections télescopiques, spécialement conçue pour un frottement minimum, empêchentl’introduction de copeaux dans les coulisses.
Côté rigidité, le bâti de la machine en fonte, à disposition symétrique pour éviter des distorsions, est fortement nervuré. Les coulisses sont rectifiées et grattées manuellement. La machine est dotée d’un dispositif isothermique contrôlé par treize sondes implantées dans les zones critiques. La température qu’elles indiquent est affichée en permanence sur le panneau de la commande CNC, l’opérateur pouvant en tout temps modifier leurs paramètres. La machine est équipée d’une broche motorisée à attachement d’outil HSK E25 tournant sur des paliers à air. Sa vitesse de rotation atteint 60’000 tr/min. Grâce à cette conception, la valeur effective de la dilatation de la broche est garantie inférieure à 3 µm.

|
La pièce de démonstration présentant un état de surface de Ra 0,0585 µm.
|
Commande CNC et communication
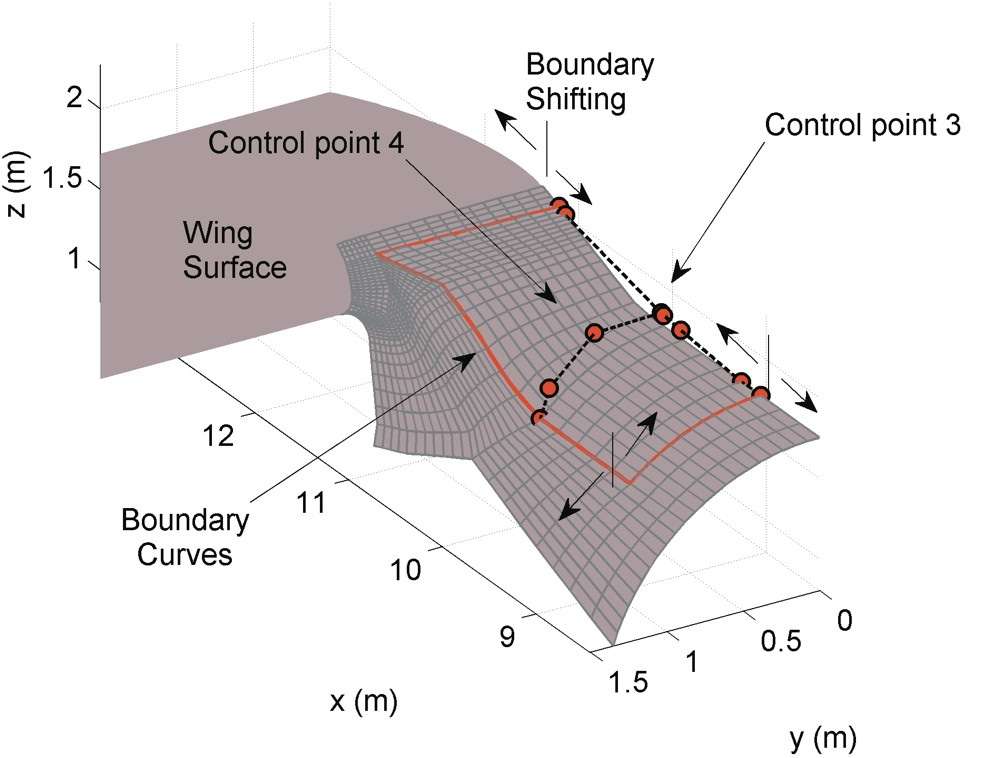
Le système de commande CNC Fanuc 31i-B5a été conçu pour incorporer le micro-fraisage. À cet effet, un module de calcul de haut niveau, appelé «NANO Lissage», assure les fonctions de micro-fraisage, permettant d’obtenir des états de surface fins et précis, en qualité dite «miroir». L’introduction des programmes s’effectue en code ISO. La commande dispose de 8 Mo de mémoire interne pour le stockage des données. Les fonctions de courbes NURBS (Non-Uniform Rational Basis Splines) utilisées dans les logiciels CAO sont finement interpolées, au lieu d’être découpées en segments de droites, comme cela se fait généralement. Ceci assure une finesse de suivi accrue et un lissage parfait, permettant d’avoir des programmes plus courts et une avance de travail plus importante. On améliore ainsi, aussi bien la qualité de finition de surface, que la productivité.
La commande réalise l’interpolation linéaire et circulaire, ainsi qu’en option, l’interpolation hélicoïdale. La CNC, dotée d’un serveur rapide doté d’une mémoire flash de 4 Go, peut être raccordée au réseau de l’entreprise via une liaison Ethernet rapide à 100 Gbits/s. L’opérateur peut éditer directement sur la machine les programmes mémorisés dans la carte flash, en parallèle avec une séquence d’usinage en cours. Chaque bloc de programme peut recevoir jusqu’à trois fonctions M et il est possible de charger des macros personnalisées.
La machine est pourvue d’un équipement complet de gestion et contrôle de durée de vie des outils. Ce système prend en compte les fréquences et temps d’utilisation des outils en fonction des conditions de coupe. La charge de la broche est mesurée en permanence, ce qui permet de détecter instantanément une usure anormale de l’arête de coupe ou le bris d’un outil.

|
Exemple définition de surface non linéaire avec fonctions NURBS.
|
Une pièce de démonstration représentative de la précision
La pièce de démonstration présentée lors du dernier salon SIAMS, qui sera également visible sur le stand VFM à EPHJ-EPMT-SMT (stand D97), est représentative de la précision élevée de
cette machine. Il s’agit d’usiner une
pièce en STAVAX (acier inoxydable AISI 420 - 1.2083) de dureté HRC 50, un matériau se prêtant bien au fraisage en qualité «poli miroir». Le bombé de la pièce de démonstration présente un état de surface de Ra 0,0585 µm selon l’axe X et de 0,0572 µm selon l’axe Y. Une telle qualité de finition remplit toutes les exigences requises pour les composants de haute horlogerie ou lorsqu’on désire éviter le polissage subséquent d’empreintes de moules d’injection.
cette machine. Il s’agit d’usiner une
pièce en STAVAX (acier inoxydable AISI 420 - 1.2083) de dureté HRC 50, un matériau se prêtant bien au fraisage en qualité «poli miroir». Le bombé de la pièce de démonstration présente un état de surface de Ra 0,0585 µm selon l’axe X et de 0,0572 µm selon l’axe Y. Une telle qualité de finition remplit toutes les exigences requises pour les composants de haute horlogerie ou lorsqu’on désire éviter le polissage subséquent d’empreintes de moules d’injection.
VFM Machines SA
2555 Brügg
Tél.: 032 374 35 45
www.vfmsa.ch




