
 Subscriptions
Subscriptions
11 may 2015 |
La Revue POLYTECHNIQUE 03/2015 |
Automation
Une servopresse précise au micron
Innovation de taille pour deux entreprises neuchâteloises: Stoco SA à Vaumarcus,en collaboration avec Softeca SA, à Marin, ont développé une servopresse pour le garnissage de platines de montres. Cette presse est à même de chasser des pierres, pare-chocs, goupilles ou pieds de vis dans des ponts, platines et autres composants similaires. En l’occurrence des processus cruciaux avant l’assemblage des mouvements horlogers.
La commande pour le pilotage intelligent de cette presse permet d’asservir l’axe unique à la force, à la vitesse et au positionnement précis des pièces chassées. Elle dispose d’un contrôle intégré du procédé, qui, combiné à l’acquisition des données de la presse, garantit la traçabilité en temps réel.





| Groupe de servopresses en ligne, avec dispositifs de chargement. |
Chassages et assemblages de haute précision
Stoco, qui dispose d’un vaste savoir-faire dans le développement et la production de machines de chassage, de garnissage et d’assemblages de haute précision, a réalisé toute la partie mécanique de cette servopresse ainsi que l’élaboration des cycles nécessaires au chassage correct des composants. Softeca, qui jouit d’une belle réputation en termes de câblage de machines, schémas électriques et électrotechnique compris, a pris en charge la programmation des cycles, l’armoire électrique et le HMI.
| Servopresse (ici sans tube conditionneur) et son arrêt d’urgence. |
«Notre choix s’est porté sur la CPU Simotion D410-2 de Siemens, car elle dispose de plusieurs avantages: elle offre la plus grande mémoire disponible sur le marché pour ce genre de commande, elle permet la programmation simple du cycle dans son entier et elle soutient simultanément les protocoles de communication Ethernet et Profinet. «Dans l’application présente nous utilisons le premier protocole, pour la connexion à la HMI, ainsi que, via un socket, une commande pour paramétrer la presse à distance», déclare Raphaël Ceccucci, responsable R&D Microtechnique & Electrotechnique de Softeca.
Bref, la collaboration s’est avérée fructueuse, puisque quelque six mois après la commande, passée par un groupe horloger suisse bien établi, les premières presses-chasseuses étaient livrées. Elles tournent désormais à plein régime auprès du client, un grand nom du secteur.
| Drive Siemens Simotion D410-2 dans l’armoire électrique. |
Deux temps, trois mouvements
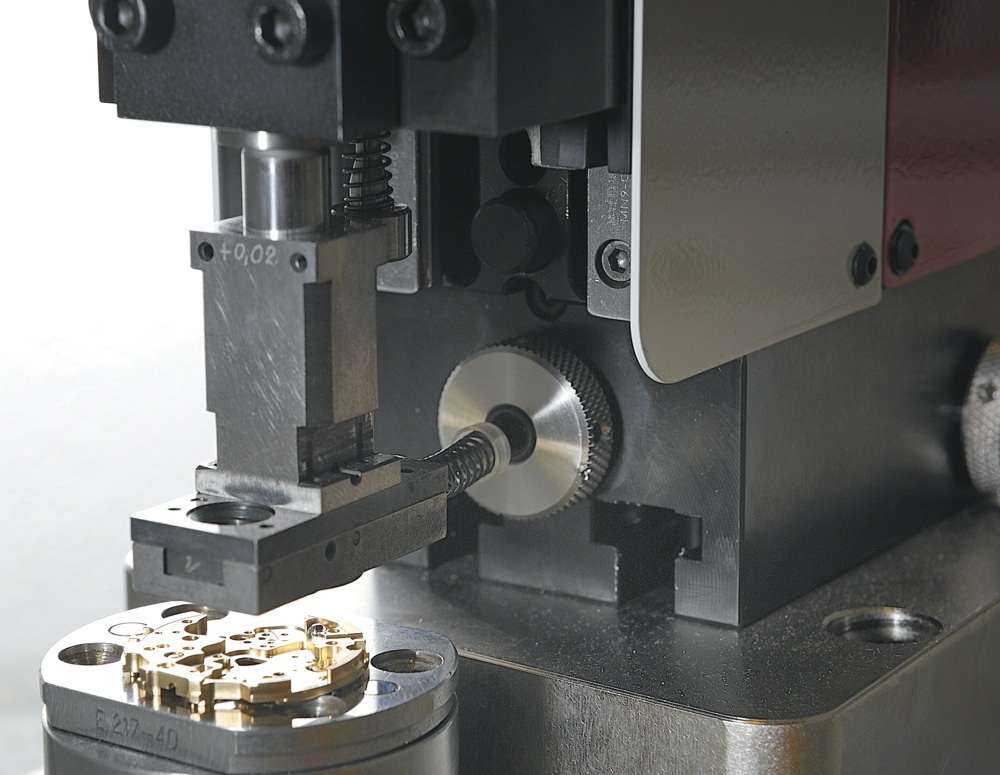
La presse est constituée d’un servomoteur à vis à rouleau intégrée avec codeur absolu, d’un capteur de force et d’un palpeur de mesure de précision, lequel mesure la hauteur du composant relative à une zone de référence sur la platine, indépendamment de la position donnée par le codeur du moteur. Lors du chassage, la presse descend rapidement pour amener l’outil de chassage au contact de la platine. Ensuite, la presse ralentit et mesure en continu la force et la position du composant. Cela permet de piloter le mouvement afin de viser la profondeur de chassage souhaitée. En remontant, la presse mesure le résultat obtenu et corrige si nécessaire la hauteur d’insertion du composant en effectuant un chassage supplémentaires permettant d’atteindre une précision de chassage inférieure au micron. Les forces et la position en cours d’assemblage sont mesurées dynamiquement et permettent de vérifier la conformité des assemblages en fonction des besoins du client.
| Armoire de l’appareillage électrique. |
A noter que la prise de référence et l’alimentation du composant à chasser ne nécessitent pas de mouvement relatif sur le plan horizontal entre la presse et la platine, car l’alimentation en composants est intégrée à l’outil de chassage et la prise de référence de hauteur est effectuée lors du mouvement de chassage grâce à un astucieux mécanisme. Cela permet ainsi une augmentation de la cadence de chassage. C’est le principe de la presse itérative, adapté à la grande production.
| Platine de montre. |
Des presses intégrées à la ligne de production
Les intégrateurs incorporent huit à dix de ces presses par ligne de production totalement automatisée en fonction du nombre de composant à chasser. Pour la première fois, aucun horloger n’interviendra manuellement dans la construction de ces montres mécaniques. Ces lignes d’automatisation permettront d’assembler douze montres à la minute et ceci 24 heures sur 24 et sept jours sur sept.
| Opération de pressage. |
En développant cette servopresse, Stoco et Softeca se sont positionnés dans le domaine de l’horlogerie automatisée. Une approche nouvelle pour ce secteur, mais porteuse d’avenir. Surtout dans l’entrée et le moyen de gamme, tout en respectant les critères de qualité du «Swiss made».
|
Stoco SA
Sise dans le château de Vaumarcus, Stoco SA, qui dispose d’une vingtaine de collaborateurs, travaille dans le domaine de la mécanique en général et celui de l’assemblage de haute précision en particulier. Cette entreprise s’est créée une forte réputation en développant le chassage itératif sur ses machines à empierrer, une technique qui a depuis été reprise par beaucoup de concurrents. Site: www.stoco.ch
|
|
Softeca SA
Créée en 1984, devenue société anonyme en 1987, cette petite entreprise familiale compte cinq employés. Elle réalise des logiciels pour l’automatisation, que ce soit pour des machines-outils, des machines de production ou pour la surveillance des processus. Pour cette presse itérative, Softeca s’est chargée de la programmation et de l’armoire électrique. Site: www.softeca.ch
|
|
Aperçu technique en bref
Protégé des défaillances du réseau, le courant continu à 24 V pour l’ensemble de l’installation est fourni par l’alimentation Sitop de Siemens. L’unité de contrôle Simotion D410-2 commande et régule les mouvements de l’unique axe asservi. Elle assure en outre la communication, le diagnostic et le télé-service. La position verticale est déterminée par un capteur TTL à incréments. Le moteur du système est asservi par le biais du bloc de puissance Sinamics S120 PM340 de forme «Blocksize» combinant le redresseur et l’onduleur. Toutes les communications sont effectuées par les interfaces Ethernet, ainsi que Drive-Cliq pour le capteur de position du moteur.
|
Siemens Suisse SA
Digital Factory & Process Industries and Drives
8047 Zurich
Tél. 848 822 844
www.siemens.ch/industry/fr
Source: Siemens Suisse Insight 1/2015




