
 Des abonnements
Des abonnements
20 mars 2017 |
La Revue POLYTECHNIQUE 01/2017 |
Outillage
Des nouveautés dans le domaine des outils de coupe
Lors du dernier salon Prodex à Bâle, le constructeur d’outils Gühring a présenté plusieurs nouveautés, notamment des outils de tournage, des solutions complètes d’usinage pour le tournage et le perçage, ainsi qu’une vaste gamme de fraises et de forets. Cet outilleur propose également un service de réaffûtage.
Le portefeuille de produits de l’entreprise Gühring est désormais complété par des outils fixes pour le tournage. En plus de sa vaste gamme d’outils rotatifs par enlèvement de copeaux, il complète ainsi le domaine des outils de tournage et de plongée avec les systèmes modèle 104/106 pour l’usinage intérieur et axial dans de petits perçages, ainsi qu’avec le système 305 destiné à l’usinage extérieur, intérieur et axial, pour les gorges standard et le rainurage, jusqu’à des profondeurs de coupe de 5 mm.
Cette entreprise est ainsi en mesure de proposer des solutions complètes pour le tournage et le domaine du perçage de petits diamètres. En plus des applications fondamentales existantes, telles que le perçage, le lamage, l’alésage et le fraisage, des opérations comme l’alésage par tournage et le profilage, l’usinage de gorges, le filetage et le rainurage, sont désormais réalisables grâce à l’extension de la gamme des systèmes d’usinage en plongée. Ces opérations d’usinage sont généralement consécutives à un processus de perçage.

|
La fraise RF 100 Speed en action.
|
Des solutions complètes
Outre une gamme standard étendue de porte-plaquettes, plaquettes de coupe et plaquettes réversibles, les exigences spécifiques des utilisateurs sont prises en compte afin de mettre en œuvre des solutions adaptatives et économiques. C’est avant tout dans l’industrie automobile, la construction mécanique générale, le travail à façon, la technique hydraulique et pneumatique, les dispositifs de commande et de régulation, que cet outilleur continue de consolider son statut de fournisseur complet d’outils, en proposant des solutions complètes d’une seule source».
Que ce soit pour l’usinage en petites et moyennes séries ou qu’il s’agisse de solutions spéciales adaptées à l’utilisation pour une production de série, Gühring réalise entièrement ses outils dans ses ateliers, depuis la production du carbure jusqu’au revêtement, y compris la conception et la construction, assurant également le service après-vente.

|
La fraise Powermill.
|
Des fraises universelles
La gamme de fraises universelles Powermill comporte différents types d’outils de toutes dimensions destinés à différentes techniques d’usinage. Des fraises dégrossisseuses ou fraises HPC (Hight Performance Cutting) sont disponibles en plus des fraises pour l’aluminium en version à deux ou trois coupes, des fraises à queue ou des fraises pour la finition.
Cette série d’outils a bénéficié d’une nouvelle conception quant à la technique de fabrication et d’application. Cela signifie que ces fraises universelles se distinguent non seulement par les géométries frontales de conception originale, mais aussi par un large éventail de modèles pour différents matériaux, allant des dégrossisseuses HPC pour aciers de traitement thermique et fontes, jusqu’au planage dans les matériaux durs.
Afin d’obtenir un important débit d’enlèvement de copeaux avec ses fraises universelles, cet outilleur a optimisé les géométries frontales des fraises existantes. Outre cette correction de face, différentes fraises de la gamme Powermill sont dotées du revêtement «Fire» multicouches en nitrure de titane et d’aluminium, qui se distingue par une dureté accrue et une bonne résistance thermochimique, avec une résistance élevée aux chocs et à l’usure.
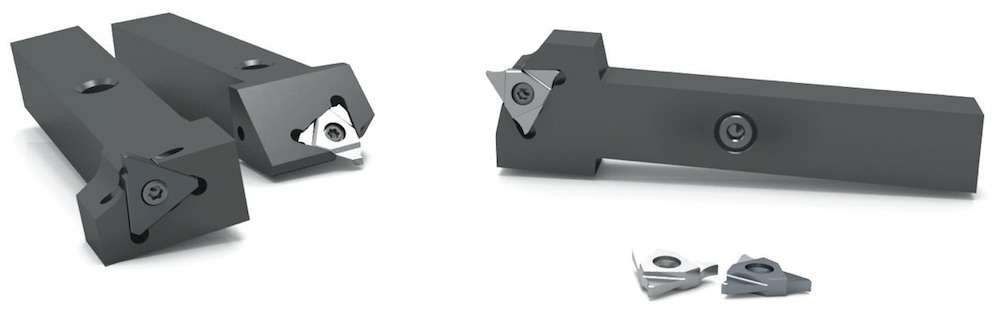
|
Des outils de tournage système 305 pour l’usinage extérieur.
|
Des géométries de coupe innovantes
Des processus de fabrication innovants aboutissent à des géométries d’outils conçues par le service de recherche et développement de ce constructeur, afin d’assurer des performances de coupe maximales, grâce à des machines et équipements spécialement conçus pour l’élaboration de revêtements, ainsi qu’à des installations spécifiques destinées à produire des arêtes de coupe très précises, ceci grâce au carbure micro-grains.
La nouvelle fraise RF 100 Speed se distingue par une grande spirale de 48° ainsi que par un espacement inégal des dents, cette disposition asymétrique assurant une coupe douce et silencieuse. Les fraises sont réalisées en différentes versions. Le modèle long présente un brise-copeaux permettant de fragmenter finement les copeaux, ce qui facilite leur évacuation. Cet outil dispose d’une géométrie de coupe adaptée à des matériaux tels que les aciers tendres, fortement ou faiblement alliés, ainsi que les matériaux difficiles à usiner, en particulier dans le cadre de techniques de coupe modernes, comme la stratégie de fraisage HPC.
Une géométrie en bout optimisée
L’outil possède ainsi une géométrie en bout optimisée. De grands espaces entre-dents et une arête améliorée garantissent un processus de pénétration d’une grande efficacité. L’espacement inégal des dents veille à une aisance de fonctionnement accrue, donnant d’excellents états de surface et des durées de bon fonctionnement augmentées. Le chanfrein de protection optimisé et la correction de face protègent l’arête de coupe, qui est la partie la plus fragile de l’outil, et ceci sur deux côtés, de sorte que le tranchant présente une bonne résistance, même lors d’importantes forces de poussée. Une telle combinaison prolonge de façon notable la durée de vie de l’outil.
Cette fraise dispose d’une queue DIN renforcée assurant une stabilité élevée. L’âme renforcée crée, dans la partie avant, davantage d’espace pour les copeaux, assurant ainsi un rainurage hors du plein, jusqu’à 0,8 x D. La face optimisée permet une bonne pénétration dans des hélices ou les rampes inclinées.
Des brise-copeaux facilitant l’évacuation
Avec les fraises à coupe lisse actuelles employées dans les stratégies HPC, des copeaux sont générés sur toute la profondeur de passe. Ainsi, une grande quantité de copeaux est produite en très peu de temps, dont l’élimination s’avère problématique. Des copeaux s’accumulent sur la pièce usinée et sont difficiles à évacuer. Grâce aux brise-copeaux, les copeaux sont plus minces et leur évacuation s’en trouve facilitée.
La meilleure évacuation des copeaux a lieu notamment lors de l’usinage de contours intérieurs et de cavités, ce qui procure des avantages en terme de fiabilité du processus. La souplesse de coupe permet de limiter les sollicitations de la machine et d’augmenter ses performances.
Voici un exemple pratique avec une fraise RF Speed (modèle RF 100 Speed 6761 – Ø 20 mm). Application: dégrossissage HPC (usinage à sec dans de l’acier 42CRMo4 – 1.7225 avec 900 N/mm2 dans un mandrin HPC avec butées de sécurité PinLock): ap: 60 mm, ae: jusqu’à 1 mm, vc: 270 m/min, vf: jusqu’à 3715 mm/min. Débit de copeaux Q = 222 cm3/min. La durée de bon fonctionnement est supérieure à 278 minutes en régime de dégrossissage.

|
Le foret RT 100.
|
Des forets pour toutes applications
Le foret RT 100 S a été spécialement conçu pour le perçage dans l’acier. Il se caractérise par des valeurs de coupe élevées pour des durées d’usinage minimales et une qualité de perçage constante. C’est un outil destiné aux aciers de construction et de décolletage, aux aciers de traitement alliés et non alliés, ainsi qu’aux aciers à outils et aciers rapides jusqu’à une résistance de 1400 N/mm².
La micro-géométrie des outils permet de réaliser des arêtes de coupe particulièrement solides et précises. La formation de microfissures et d’arêtes rapportées est évitée, tandis que l’arête de coupe optimisée garantit une réduction des efforts de coupe et donc une diminution de l’échauffement de l’outil. La géométrie des pointes a été réalisée sous forme de tranchant doté d’une arête droite.
Une protection supplémentaire des coins de l’arête renforce cette forme d’arête résistante à l’usure. Un comportement optimal lors de l’attaque du perçage et une production de copeaux courts en résultent, garants d’un perçage fiable et précis.
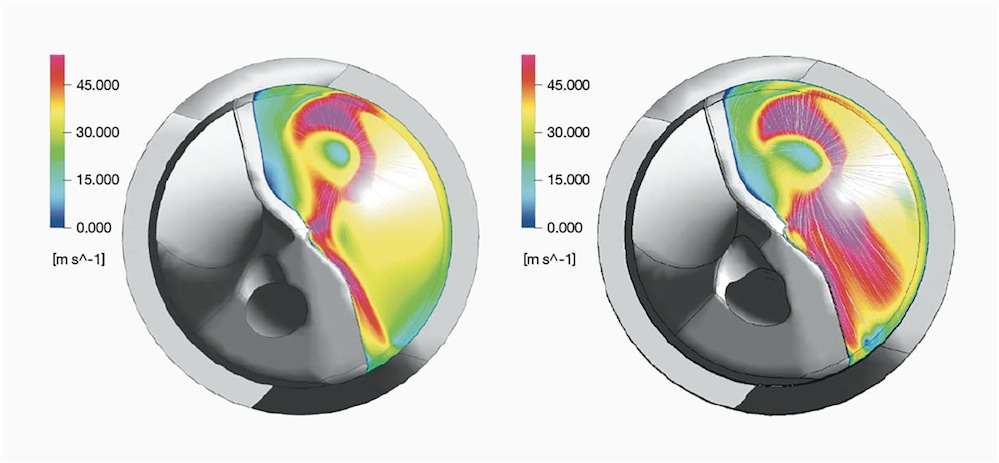
|
L’extrémité d’un foret RT 100 (front d’attaque). Répartition des tensions.
|
Des efforts réduits grâce à des frottements moindres
Le carbure entrant dans la composition du foret est spécialement conçu pour assurer une plus grande résistance à l’usure et une haute ténacité. La tendance à la rupture est faible, y compris dans des conditions d’usinage difficiles. Des surfaces extrêmement lisses sur la pointe et le profil de rainure diminuent le frottement entre le foret et le matériau à usiner. De ce fait, l’élévation de température lors de l’usinage est abaissée et l’évacuation des copeaux s’en trouve facilitée. Les efforts de coupe sont réduits. Une rainure de serrage polie avec une qualité de surface maximale pour un transport de copeaux optimal, sans bourrage ni bouchon, garantit des forces de processus réduites, grâce à des frottements moindres entre le copeau et l’outil. Un revêtement de tête résistant à l’usure, à base de TiAIN, complète l’optimisation de la surface.
À noter pour conclure que ce constructeur propose également un service de réaffûtage d’outils.
Gühring (Schweiz) AG
6343 Rotkreuz
Tél.: 041 798 20 80
www.guehring.ch




