
 Des abonnements
Des abonnements
18 juin 2018 |
La Revue POLYTECHNIQUE 04/2018 |
Traitements thermiques
La trempe en bain de sel sur une installation modulaire
J. Marie Hertzog et Luc Roy*
La trempe en bain de sel après traitement sous atmosphère contrôlée sur une installation modulaire de type four vertical, présente plusieurs avantages, comme la réduction des déformations, une large plage de températures de travail, ainsi qu’un haut niveau de sécurité de fonctionnement.
Les bains de sel conventionnels ont souvent été considérés comme polluants et peu compatibles avec les normes de sécurité. Afin de conserver une souplesse dans le travail et de respecter les normes environnementales et de sécurité, la société Codere SA a développé, depuis 30 ans, un système d’intégration simple de la trempe au sel dans une ligne de traitement sous atmosphère contrôlée.










Les caractéristiques des sels de trempe
Pour la trempe au sel, on utilise couramment deux types de mélanges: les mélanges de nitrites de sodium et de nitrates de potassium, dont le point de fusion eutectique est de 140 °C, ainsi que les mélanges de nitrates de sodium et de nitrates de potassium, d’un point de fusion eutectique de 220 °C. Il s’agit de composés minéraux qui ne présentent pas de phénomènes de vieillissement.
Pendant la phase de trempe, la phase de caléfaction est pratiquement inexistante, ce qui diminue considérablement les risques de déformations. Utilisables dans une large plage de températures, ces mélanges de sels fondus permettent des applications variées, comme la trempe martensitique ou la trempe bainitique.
Un concept modulaire
L’utilisation de bacs de trempe avec des mélanges de sels nitrites-nitrates nécessite une séparation fonctionnelle entre le bac de trempe et l’atmosphère du four de traitement. Afin de répondre à cette exigence, l’entreprise Codere a mis au point une technique d’installation de traitement thermique basée sur un concept modulaire, qui présente les avantages suivants: une séparation fonctionnelle entre le four de traitement sous atmosphère et le bac de trempe, ainsi qu’un transfert de charge du four vers le bac, sous atmosphère de protection.
|
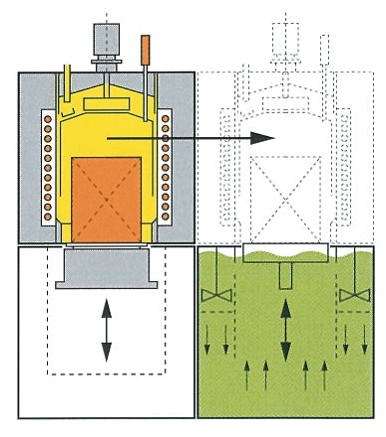
Fig. 1. Schéma du binôme four–bac de trempe.
|
Un système de transfert de charge breveté
Le système de transfert de charge direct (brevet Codere) est simple et fiable. Il ne nécessite aucun dispositif d’accrochage de charge et il n’y a pas de chute de température sur les pièces pendant le transfert de la charge, du four vers le bac de trempe, ce qui rend ce type d’installation particulièrement adapté à la trempe de pièces de sections fines. Par ailleurs, le transfert s’effectue sous atmosphère de protection, ce qui évite tout décarburation ou oxydation des pièces pendant le transfert.
Le binôme de base est constitué des modules suivants (fig. 1 et 2): sur la partie supérieure, le four mobile de traitement sous atmosphère contrôlée; sur la partie inférieure, le bac de trempe fixe.
|
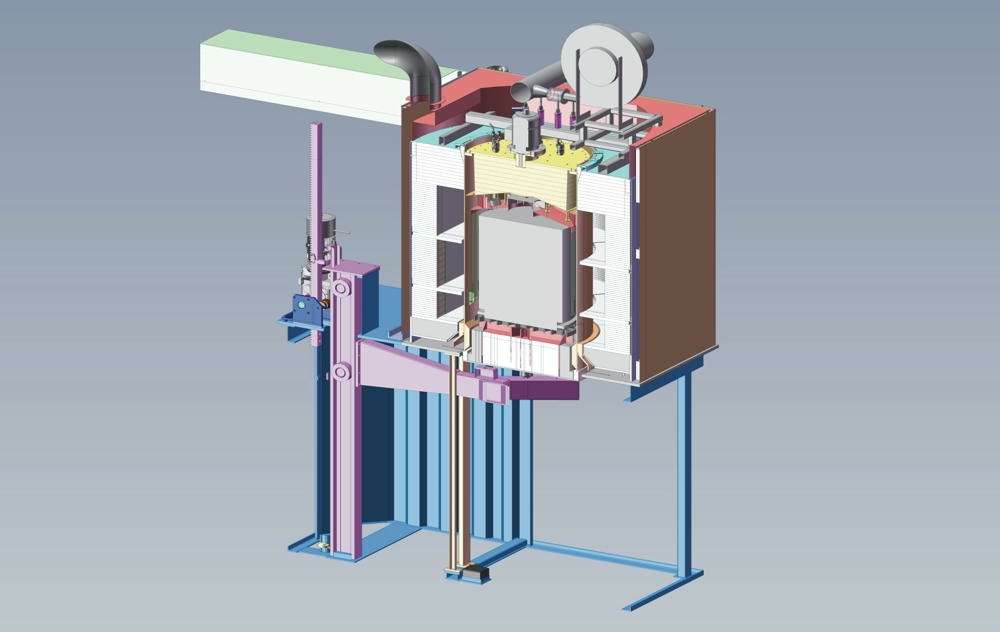
Fig. 2. Vue du binôme four–bac de trempe.
|
Le four de traitement
Il s’agit d’un four mobile vertical avec confinement de l’atmosphère de traitement dans une enceinte métallique. Le chauffage au gaz ou électrique est situé radialement autour de l’enceinte. Le bouchon inférieur placé sur un élévateur, permet d’effectuer les opérations de chargement, de maintien de la charge dans l’enceinte pendant le cycle de traitement, ainsi que de transfert de la charge pendant la trempe. L’avantage de l’enceinte métallique réside dans la vitesse de conditionnement de l’atmosphère (fig. 3).
|
Fig. 3. Coupe du four de traitement.
|
Le bac de trempe
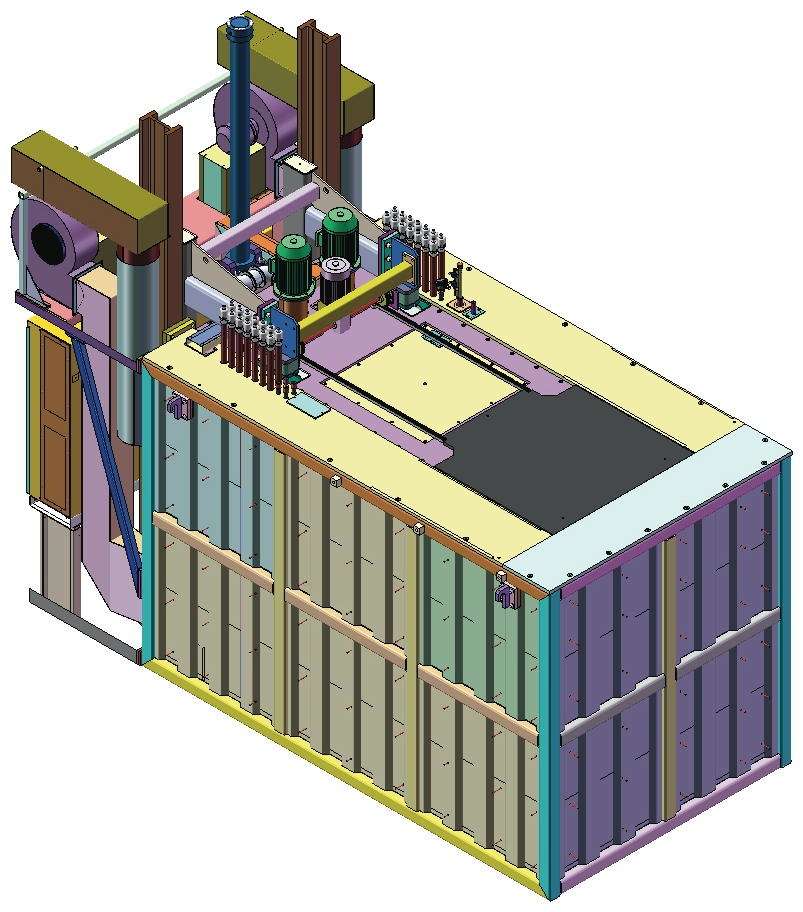
Le bac de trempe est constitué d’un bac isolé équipé d’un chauffage, de deux brasseurs, d’un système de refroidissement et d’un ascenseur pour les opérations de transfert de charges. Le volume du bac a été déterminé de façon à maintenir l’élévation de température après la trempe d’une charge, sous la limite de 10 °C. Pendant les phases d’attente, un couvercle mobile placé sur le toit du bac permet de limiter les pertes thermiques. Tous les entraînements mécaniques sont situés à l’extérieur du bac, ce qui facilite la maintenance (fig. 4).
|
Fig. 4. Vue du bac de trempe.
|
La structure de l’installation
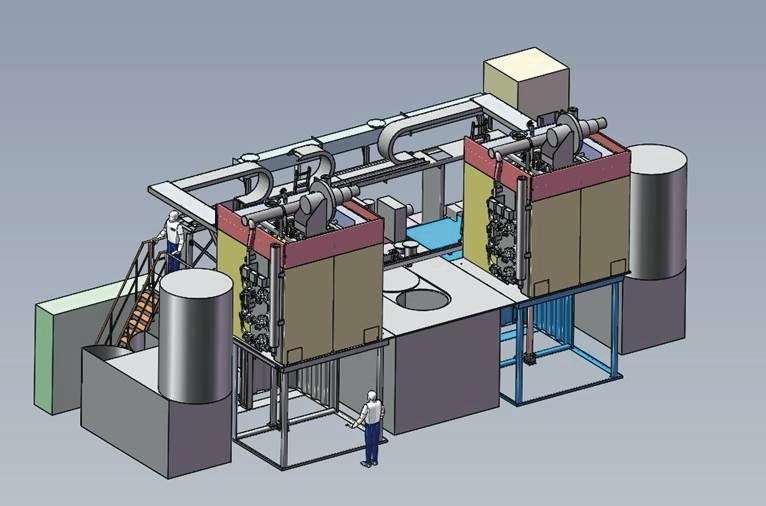
Il s’agit d’une installation modulaire. Ce principe permet d’asservir un seul bac avec deux fours et d’intégrer des bacs de trempe à l’huile, à l’eau ou au gaz dans une même ligne. Les opérations de chargement et de déchargement sont effectuées à l’aide d’un manipulateur frontal. Les unités périphériques, telles que la machine à laver, les fours de préchauffe et de revenu, sont intégrés dans la même ligne.
Ce système modulaire permet une variété de combinaisons, ainsi qu’une extension simplifiée de la ligne. Le pilotage peut être effectué en mode semi-automatique ou entièrement automatique. Les installations sont disponibles en différentes tailles, pour des charges de 50 à 3000 kg et des hauteurs utiles allant de 350 mm à 3 m.
|
Fig. 5. Principe de la ligne modulaire Codere 250.
|
Le lavage après la trempe au sel
Les sels de nitrites-nitrates sont entièrement solubles dans l’eau. Le nombre de bacs de lavage dépend de la surface des charges et de la fréquence des trempes. Pour faciliter le recyclage du sel de trempe à l’aide d’un évaporateur, les bacs de lavage travaillent selon la méthode de la cascade inverse. L’équipement de lavage associé à l’évaporateur de sel permet une qualité de lavage optimale, respectant les normes environnementales, ainsi qu’un recyclage presque total du sel de trempe.
|
Fig. 6. Photo d’une installation Codere 250.
|
Les différentes méthodes de trempe étagée
La trempe en bain de sel est la solution la plus performante et la plus économique pour les trempes étagées. Ce mode de refroidissement permet non seulement de réduire les déformations, mais également d’obtenir des caractéristiques mécaniques difficilement atteignables par d’autre méthodes. Il existe plusieurs types de trempes étagées dont les plus courantes sont les suivantes:
 |
 |
 |
|
Fig. 7. Trempe étagée martensitique; variante 1.
|
Fig. 8. Trempe étagée martensitique; variante 2.
|
Fig. 9. Trempe conventionnelle.
|
La trempe étagée martensitique (Martempering)
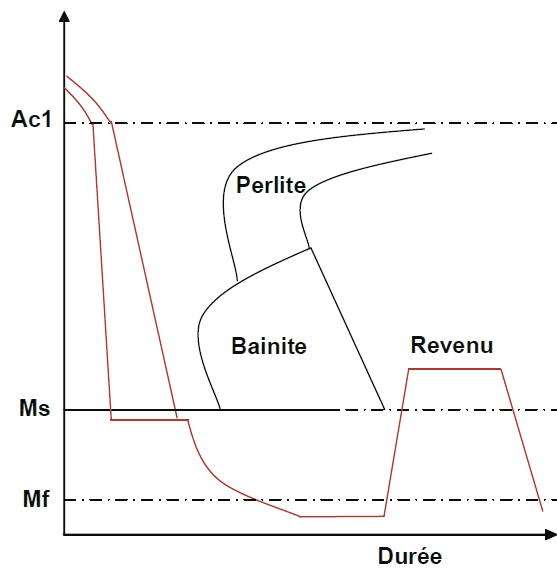
Lors de la trempe étagée martensitique, la charge est immergée dans le bain de sel à une température légèrement inférieure au point Ms (Martensite Start) et est maintenue dans le bain jusqu’à ce que toute la section de la pièce soit à la bonne température (fig. 7). Puis la charge est sortie du bain et refroidie à l’air jusqu’à température ambiante.
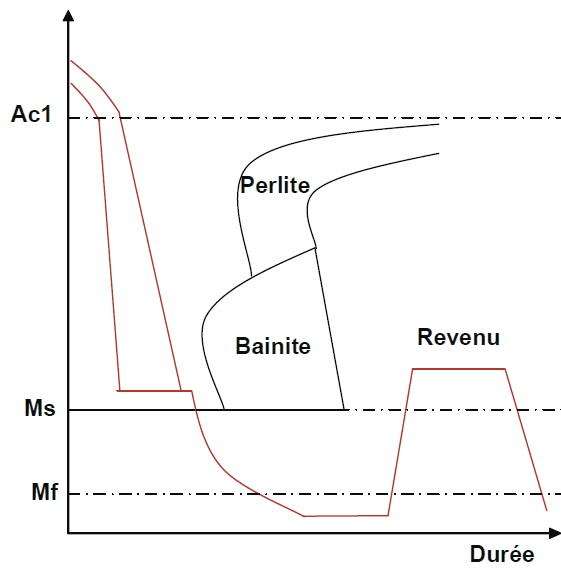
Une deuxième variante consiste à immerger la charge à une température légèrement supérieure au point Ms et à la maintenir pendant une durée inférieure à celle correspondant au début de la transformation bainitique, selon le diagramme TRC correspondant à l’acier (fig. 8).
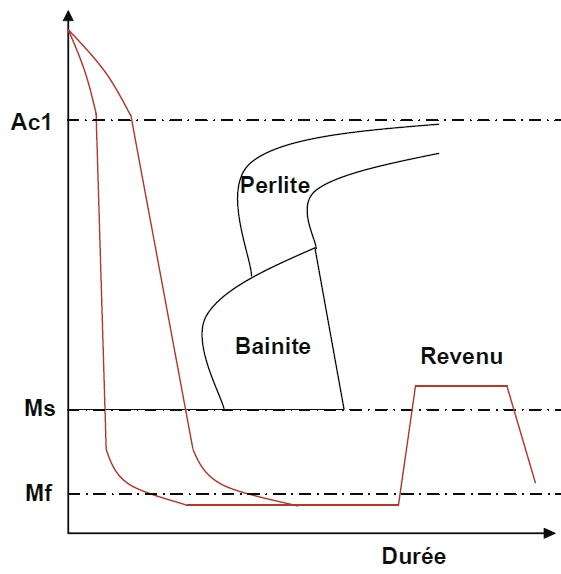
Le gradient thermique entre la surface et le cœur est beaucoup plus faible que pour une trempe classique (fig. 9). Il en résulte une diminution des contraintes avec une réduction des déformations (fig. 10 et 11). La trempe est réalisée dans une plage de température comprise entre 180 et 250 °C. Elle s’applique à des aciers au carbone ou alliés.
La figure 10 présente des mesures comparatives de déformation entre trempe à l’huile et trempe au sel sur des bagues de roulement.
|
Fig. 10. Analyse comparative des déformations après trempe au sel et trempe à l’huile sur des bagues de roulement.
|
La trempe étagée martensitique après cémentation (Carbomartempering)
Des aciers à faible teneur en carbone peuvent également être traités en trempe étagée martensitique, mais uniquement après un traitement de cémentation ou de carbonitruration.
Sur les lignes Codere 250, les traitements de cémentation sont effectués sous atmosphère contrôlée. Les pièces trempées présentent de meilleures caractéristiques de résilience, mais l’avantage principal réside dans la réduction du niveau des déformations, des surépaisseurs de rectification ou des durées de redressage (fig. 11). La profondeur de cémentation visée après trempe et donc le temps de traitement s’en trouvent réduits.
|
Fig. 11. Trempe au sel après carbonitruration
|
La trempe étagée bainitique (Austempering)
Lors de la trempe bainitique, la charge est immergée dans un bain de sel à une température supérieure au point Ms, et maintenue pendant la durée nécessaire à la transformation bainitique complète. La charge est ensuite sortie du bac de trempe et refroidie à l’air jusqu’à la température ambiante. Aucun revenu est nécessaire (fig. 12).
|
Fig. 12. Trempe bainitique.
|
Les niveaux de duretés obtenus après la trempe bainitique sont inférieurs à ceux obtenus après une trempe martensitique. Mais à dureté égale, une structure bainitique présente des meilleures caractéristiques de résilience, de fatigue et d’usure.
La dilatation volumétrique due à la transformation austénite-bainite est inférieure à celle de la transformation austénite-martensite, d’où une réduction des déformations. Tous ces avantages font que les traitements par trempe bainitique sont en plein développement, notamment sur les fontes ADI et les organes de roulement. Des exemples d’applications sont présentés dans les figures 13, 14 et 15.
|
Fig. 13. Traitement sur des bagues de roulement. Dureté après la trempe bainitique: 61 HRC.
|
La trempe étagée bainitique après cémentation ou carbonitruration (Carboaustempering)
La trempe bainitique après un traitement de cémentation produit une couche superficielle bainitique à haute teneur en carbone, ainsi qu’un cœur à structure bainitique ou martensitique, selon la composition chimique de l’acier et la sévérité de la trempe. Ce qui rend ce traitement singulier, est que le cœur se transforme en premier, alors que la transformation de la couche cémentée progresse plus lentement.
Une trempe bainitique après cémentation augmente les caractéristiques de résistance à la fatigue, d’usure et de résilience, supérieures à celles obtenues après une trempe martensitique classique.
|
Fig. 14. Trempe banitique sur des circlips.
|
Maintenance des bains de sel
L’excellente stabilité thermique du milieu de trempe permet d’effectuer des opérations de maintenance réduites. La performance de trempe est très stable sur de longues périodes, grâce à de simple rajouts de sel neuf ou recyclé au moyen de l’évaporateur branché sur l’unité de lavage. Il est néanmoins nécessaire de contrôler régulièrement la teneur en carbonates, ainsi que celle des particules métalliques, et d’entreprendre, selon la teneur en polluants, une décantation avec une évacuation par pompage des précipités.
|
Fig. 15. Arbre à came en fonte ADI et microstructure après traitement isotherme.
|
Résumé
Les procédés de trempe étagée comme le «carboaustempering», les trempes étagées sur fontes bainitiques ou les traitements de «Quenching+Partitioning» sont actuellement en plein développement. Les bains de sel sont le milieu de trempe idéal pour ces différents procédés. La sévérité de trempe peut être ajustée en variant la température du milieu, la vitesse de brassage et éventuellement par des additions d’eau.
|
Fig. 16. Profil de carbone et profil de dureté sur un échantillon en acier 20CrMn5 après cémentation et trempe bainitique à 240 °C pendant 320 min. Extrait de la revue HTM. J. Heat Treatm. Mat 72(2017)5.
|
L’excellente stabilité thermique des mélanges nitrites-nitrates garantit une excellente reproductibilité des résultats de trempe. Le sel de trempe peut-être facilement recyclé. Sur les installations Codere 250, les traitements avant trempe, tels que l’austénitisation, la cémentation ou la carbonitruration sont effectués sous atmosphère contrôlée, évitant ainsi les inconvénients liés aux sels de cyanure ou de chlorure de baryum.
|
Fig. 17. Comparaison des valeurs de résilience sur des éprouvettes non entaillées après cémentation – trempe bainitique et cémentation – trempe conventionnelle – revenu. Extrait de Kathy L. Hayryneen Applied Process Inc. Technologies DIV.- Livonia, Michigan, USA.
|
|
Les installations de traitements thermiques
Très souvent fabriquées selon les besoins des clients, les installations de traitements thermiques servent à modifier les caractéristiques de différents métaux, comme l’acier, l’aluminium ou les métaux précieux. Après traitement, les pièces deviennent plus dures, plus résistantes aux frottements ou encore plus résistantes à la corrosion. Les transformations de structure s’obtiennent grâce à des cycles thermiques, le plus souvent sous atmosphère contrôlée.
Un refroidissement rapide est généralement nécessaire pour figer la structure (eau, huile, sel, gaz).
|
|
À propos de Codere SA
Depuis son déménagement à Alle en 2008 dans une usine de 2200 m², l’entreprise Codere SA, qui est devenue l’un des grands noms du four industriel à l’échelle mondiale, construit des fours industriels de toute grandeur, du plus petit aux plus volumineux. Elle se consacre depuis plus de trente ans au développement, à la recherche et à la construction d’installations de traitement thermique.
Fondée en 1989 par Pierre Beuret, Codere SA a été racheté en 2000 par Lucien Bregnard, puis en 2010 par une société suisse. Elle emploie actuellement 40 personnes, un effectif qui est resté stable ces dernières années.
À Alle se concentrent les activités de recherche et développement, l’assemblage, les branchements, les tests et la pré-réception avec les clients. La fabrication et la construction des fours sont sous-traités, principalement dans la région. Le 80 % de la production est exportée dans le monde entier.
|
Codere SA
2942 Alle
Tél. 032 465 10 10
www.codere.ch
*Codere SA




