
 Des abonnements
Des abonnements
01 juin 2015 |
La Revue POLYTECHNIQUE 03/2015 |
Eléments de machines
Vissage fiable grâce au contrôle de friction
Le vissage par contrôle de friction assure une force de précontrainte constante. Les problèmes résultant de l’insécurité des couples de serrage lors du vissage sont évités grâce au contrôle de friction, ce qui est particulièrement le cas lors de l’assemblage avec des vis autoformantes et autotaraudeuses. Les assemblages vissés deviennent fiables grâce à un couple de serrage adéquat.
Le vissage est la technique de fixation la plus largement utilisée. Des tâches d’assemblage de plus en plus complexes, des exigences croissantes en matière de fiabilité et des normes de qualité plus élevées requièrent des méthodes évoluées. Dans le secteur automobile notamment, des matériaux tels que l’aluminium, les métaux légers et les matières plastiques sont de plus en plus utilisés dans le cadre des méthodes de construction légère. Logements pour les pompes, ECUs (Electronic Control Units), airbags, composants intérieurs, etc., tous ces éléments sont généralement installés avec des vis autoformantes ou autotaraudeuses. Ces vis sont utilisées avec un avant-trou, ce qui implique que la vis elle-même agit à la façon d’un outil de formage ou de coupe. Mais comme pour les vissages habituels dans l’assemblage en série, un serrage correct requiert un couple de serrage final correct. Le processus de serrage à contrôle du couple représente la solution adéquate lorsque les couples de déformation à appliquer pendant le vissage sont constants.



|
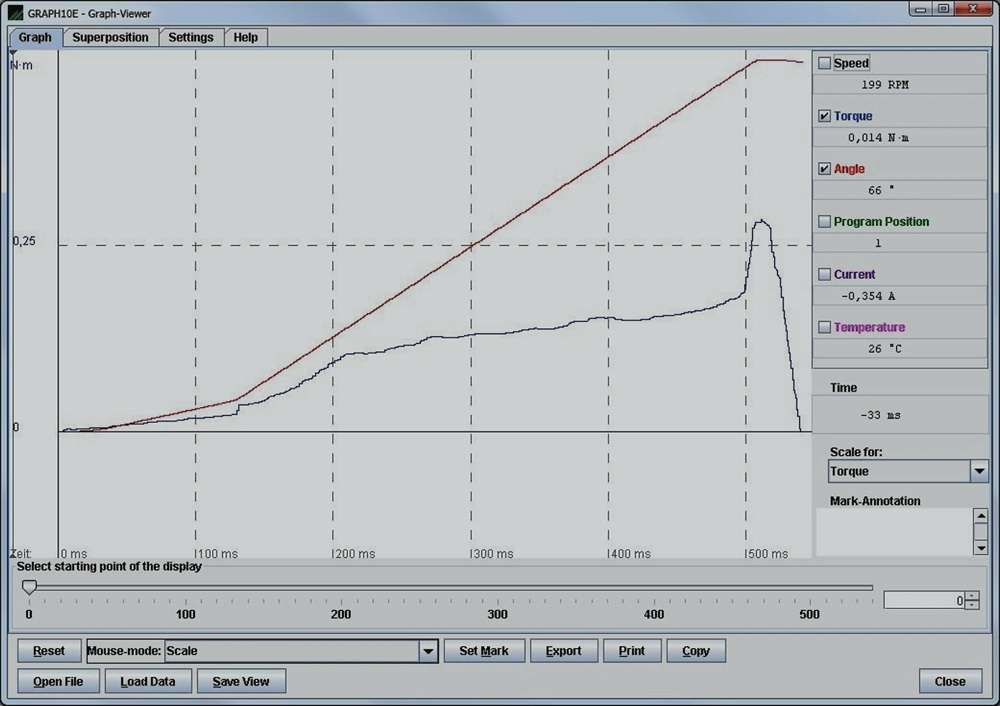
Commande AST40 avec courbe de frottement.
|
Force de coupe et force de précontrainte
La force requise pour assembler deux ou plusieurs composants et garantir un vissage sûr est la force de précontrainte. En l’absence de méthodes pratiques pour mesurer cette force de précontrainte, l’assemblage en série fait généralement appel à la variable auxiliaire du couple. Lors du vissage avec taraudage, le couple appliqué est inclus dans la force de précontrainte. Donc, dans le cas de vis autoformantes et autotaraudeuses, une partie du couple appliqué au processus de déformation (ou de coupe de taraudage) est utilisée pour la déformation ou la coupe. L’autre partie du couple installant la force de précontrainte.
«Tant que les facteurs d’influence sont reproductibles dans un cadre acceptable, le résultat de l’assemblage est aussi reproductible grâce à la technique de serrage dite de vissage sur couple, il s’agit d’un processus sûr», explique Jürgen Hierold, directeur des ventes chez Deprag Schulz GmbH & Co.

|
Courbe de couple de vissage par contrôle de friction.
|
Les couples de serrage instables influencent la force de précontrainte
Les tolérances de diamètre du corps de la vis, du trou de perçage, une structure modifiée du matériau et les différentes textures de surface des composants à assembler ou de l’élément de raccordement influencent directement la dimension du couple de déformation ou de coupe. Elles influencent de ce fait directement l’élément du couple responsable de l’application de la force de précontrainte. Jürgen Hierold détaille: «Imaginez le cas suivant: un élément d’assemblage avec un diamètre de tige dans la plage de tolérance supérieure rencontre un alésage dont le diamètre se situe à l’extrémité inférieure de la plage de tolérance en raison de l’usure de l’outil. Dans l’analyse des types de vissage, nous constatons que le processus double de déformation et de coupe requiert environ 60 % du couple appliqué et que seuls 40 % sont disponibles pour générer la force de précontrainte. Mais si les tolérances changent, et qu’un petit diamètre de tige rencontre un grand alésage, ce vissage en fonction du couple semble également correct à première vue. Mais l’analyse des types de vissage montre que le processus de déformation et de coupe ne nécessite que 30 % et la proportion du couple responsable de la force de précontrainte offre 70 % à la force de précontrainte. Cela peut, d’une part, endommager les composants ou, d’autre part, entraîner un vissage trop peu sûr».
Si l’on juge de la qualité du vissage de vis autoformantes et autotaraudeuses sur la base des valeurs du couple, on obtient des résultats qui, à première vue, sont tout à fait corrects. Les capteurs du dispositif de vissage n’indiquent aucun défaut du serrage final. «Mais nous ne savons alors pas de quelle manière le couple appliqué se répartit proportionnellement au processus de déformation/de coupe par rapport à la force de précontrainte», explique le directeur des ventes. «Le but de chaque vissage n’est donc pas d’obtenir une valeur de serrage final constante, mais une force de précontrainte constante».
Pour garantir des forces de précontrainte constantes même lors de moments de mise hors tension sur la base de l’analyse de couples de taraudage fluctuants, le spécialiste du vissage Deprag a développé la procédure dite de «vissage par contrôle de friction». Grâce au coefficient de frottement, une force de précontrainte constante est assurée, puisque le moment de mise hors tension sur la base de l’analyse du couple de taraudage est déjà enregistré et calculé pendant le processus d’assemblage afin de déterminer le couple final nécessaire pour la force de précontrainte.

|
Visseuse EC avec la commande correspondante.
|
Déterminer la force de précontrainte à l’aide du coefficient de frottement
Le vissage s’appuyant sur le contrôle de friction dépend des résultats de l’analyse des types de vissage. Dans la courbe caractéristique du couple, une valeur de seuil pour la mesure de l’angle est spécifiée et, sur la base des analyses, une zone pour la mesure du coefficient de frottement est définie. Une valeur moyenne ou une valeur de crête, le coefficient de frottement, est calculée à partir d’une série de résultats du couple. Un couple différentiel y est ensuite ajouté.
Le moment de mise hors tension représente donc la somme du coefficient de frottement et du couple différentiel. «Cette approche diffère des méthodes d’autres fournisseurs. Nous établissons le coefficient de frottement à partir de la distance angulaire, d’autres à partir de l’endroit où la tête vient en appui», explique Jürgen Hierold en présentant le contrôle de friction de Deprag. Il ajoute: «Déterminer le coefficient de frottement à partir de l’endroit où la tête vient en appui revient à compter sur une augmentation de la valeur mesurée. Nous tablons sur une distance mesurée avec de nombreuses valeurs individuelles dont nous calculons la valeur moyenne. C’est plus sûr».
Malgré les fluctuations qui se produisent dans le processus de déformation et de coupe, la force de précontrainte est appliquée de manière fiable par le vissage de couple dont dépend le coefficient de frottement. «Tous les avantages de cette méthode font malheureusement face à un inconvénient», déclare Jürgen Hierold. «Les variations des couples de déformation empêchent les valeurs du serrage final d’être constantes. Une évaluation de la qualité des vissages individuels telle qu’elle est couramment pratiquée sur les valeurs de serrage final, par exemple, sur l’indice Cmk, n’est ainsi plus possible».
Les valeurs mesurées servant à évaluer la qualité sont la valeur du couple différentiel ou de l’angle de rotation, mesurée à partir du seuil jusqu’à atteindre le couple de mise hors tension. Le vissage correct peut donc être vérifié de manière optimale pendant le processus de vissage, mais les résultats sont difficilement vérifiables à la fin du processus du vissage.
Néanmoins, la méthode reposant sur le contrôle de friction s’est entre-temps établie dans les secteurs de l’industrie automobile, de l’électronique et de l’électrotechnique, de la communication mobile et des télécommunications, ainsi que l’industrie de l’électro-ménager ou de la technique médicale.
|
Un spécialiste mondial des techniques d’assemblage vissé
Grâce à sa gamme de services, s’étendant de l’analyse des assemblages vissés à l’étalonnage des systèmes grâce à son laboratoire d’étalonnage accrédité DAkkS, la société Deprag Schulz, basée à Amberg en Bavière, propose une gamme étendue de produits et s’est établie comme l’un des spécialistes mondiaux en matière de techniques de vissage. Par sa polyvalence, cette entreprise, qui compte 600 employés dans plus de 50 pays (représentée en Suisse par AxNum), s’impose comme partenaire de renom pour les opérations de vissage.
|
AxNum AG
2504 Bienne
Tél.; 032 343 30 60
www.axnum.ch




